
Содержание
- Состав краски
- Процесс окрашивания и физические особенности
- Как классифицировать?
- Популярная продукция
- Расход порошковой краски на 1м2
- Структура материала
- Классификация материалов
- Виды порошковых красок
- Технология порошковой окраски
- Оборудование для порошковой окраски
- Расход порошковой краски при нанесении
- Факторы, которые влияют на норму расхода краски.
- Цветовые стандарты RAL
Состав краски
Если посмотреть на структуру, то красящее вещество можно описать как многокомпонентную смесь из твёрдых частиц дисперсионного типа, то есть это порошок. Такой полимер вместе с пигментом составляют основу. В зависимости от функционального назначения, к ним могут добавляться различные вещества. Вот лишь некоторые добавки в составе порошковой краски, ставшие популярными:
- акрилаты;
- плёнкообразующие смолы;
- компоненты со свойством отвердения;
- пигментные элементы, позволяющие приобретать разные оттенки;
- наполнители (это могут быть диоксиды титана либо оксиды алюминия).
В составе порошковых красок отсутствуют огнеопасные и токсичные растворители. То есть для человека и окружающей среды материал абсолютно безопасен.
У всех компонентов, из которых состоит полиэфирная краска, отличная сыпучесть. Они сохраняют сухую форму, благодаря чему не прилипают друг к другу и окружающим посторонним предметам. Со временем порошки не густеют, вообще не меняют своей консистенции. Потому не нужно использовать специальные вещества, чтобы растворить состав. Это главное отличие от тех же акриловых, других разновидностей водно-дисперсионных материалов, и неважно, как происходит смешивание.
Адгезия, способность к электризации и сыпучесть – свойства, определяемые самим пигментом и его начальными характеристиками.
Состав может наполовину быть создан из пигментов, наполнителей. Назначение продукта и глубина цвета определяют, какими свойствами материал обладает в готовом и законченном виде. Пигмент в данном случае используется такой же, как и для других красящих составов.
Процесс окрашивания и физические особенности
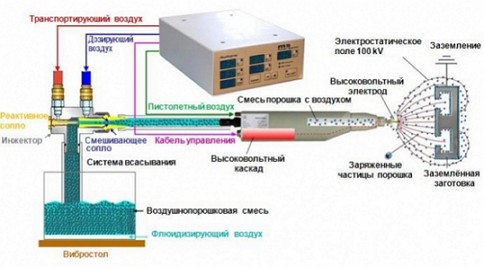
Порошковые краски состоят из мельчайших частиц. Частицы принимают заряд от стороннего статического поля, он противоположен характеристикам окрашиваемой поверхности. После зарядки частицы просто оседают на поверхности, и образуется специальный пласт, имеющий минимальную толщину. Камера напыления захватывает частицы с зарядом. У самих пылинок – значение напряжения электрического поля, которого не хватает для соединения с поверхностью предмета. Потому окрашивание проводится повторно.
Компоненты порошковой краски, которые не прилипли к поверхности, могут напыляться на неё повторно. Главное проследить за тем, чтобы порошок был израсходован в полном объёме. Именно данный параметр делает технологию востребованной.
После всех предыдущих этапов запыленная поверхность запекается, то есть окрашенное изделие переносят в специальную камеру. Там проходит процесс полимеризации под воздействием высоких температур. Разные типы порошковых красок могут давать разные эффекты.
На видео: технические особенности и нюансы порошковой покраски.
Как классифицировать?
Полимеры в составе позволяют провести разделение по нескольким группам. Сфера применения красок – внутренние и наружные работы. Кроме того, при классификации могут опираться на метод создания твёрдого слоя, а также на способ защиты поверхностей при помощи плёнок. Давайте рассмотрим основные виды порошковых красок.
Термопластичные краски
Термопластичные краски для металлических, хромированных поверхностей состоят из веществ, которые образуют специальную защитную плёнку. Это происходит благодаря тому, что компоненты краски сначала нагреваются, а потом охлаждаются. При этом никаких других химических реакций во время преобразования не происходит. Но плёнка быстро растворяется, если не соблюдать температурный режим.
Порошковая покраска под хром или с другими эффектами осуществляется исходя из будущих условий эксплуатации окрашиваемого изделия. От этого зависит и тип порошковой краски:
- Винилит – основа, актуальная для смешения и использования в декоративных целях. Красящие вещества данной группы подходят только для обработки внутри помещений. Слой имеет небольшую толщину, но способен обеспечить защиту на должном уровне.
- Поливинилхлорид – подходит одинаково как для наружных, так и для внутренних работ. Устойчивость к химическим веществам, атмосферостойкость – главные положительные качества такой краски. Описание от производителя соответствует действительности.
- Слой порошковой краски на базе полиэтилена – отличается высокими показателями по физико-механическим свойствам. Потому такие краски часто используются на трубопроводах.
- Краски с полиамидами – могут похвастаться красивым внешним видом. Их чаще применяют в декоративных целях, внутри и снаружи помещений.
О термореактивных типах красок
Это термореактивные разновидности плёнкообразователей для окрашивания. Отличаются от предыдущих аналогов наличием химической реакции во время преобразования. Но покрытие во время этого процесса не растворяется, не начинает плавиться. В результате чего появляются дополнительные преимущества вроде стойкости к различным дефектам и твёрдости.
В машиностроении без таких красок не обойтись. В составах встречаются смолы эпоксидного, полимерного типа.
При использовании порошковой краски подобного вида важно соблюдать технологию. Только в этом случае появится качественный результат, способный сохраниться на долгое время, и который будет отвечать всем требованиям относительно атмосфероустойчивости, сохранения цвета.
Следующие технические характеристики отлично выделяют данный материал:
- Высокая механическая прочность со стойкостью обеспечиваются за счёт эпоксидных веществ в составе. Но на поверхности со временем часто появляются дефекты под воздействием ультрафиолета. У зеркального хрома таких недостатков нет.
- А вот полиэфирные краски под действием света на поверхности металла разрушаться не начинают. Их можно использовать и для украшения пространства снаружи. Способность цвета надолго сохраняться – главная среди свойств порошковой краски.
- Сопротивление воздействию щелочей гарантировано при использовании акрилатной основы. Цветовой пигмент на протяжении долгого времени сохраняет насыщенность. Порошковые красители можно использовать разные.
Недостаток кроется лишь в том, что для каждого цвета во время работы используется отдельный контейнер, где помещается один элемент. Но даже эта необходимость легко перекрывается прочими положительными свойствами. Главное не допускать сохранения слишком низких температур во время работы с деталью из металла.
Популярная продукция
На сегодняшний день предлагается большой выбор порошковых красителей. Но наиболее популярными являются продукты таких марок:
- Stardust. Порошковые краски от этого производителя имеют множество плюсов, которые исходят не только из их физико-химических характеристик, но и из новейших методов применения. Краски Стардаст отличаются высоким качеством, могут применяться для любых типов поверхностей.
- Inver. Порошковые краски данной марки предназначены для окраски и защиты металла. Наносятся путем электростатического распыления с помощью специальных установок. Такие материалы имеют высокую адгезию к поверхности и прекрасно защищают металл от коррозии.
- Limerton. Порошковые краски этого производителя отличаются экономичным расходом и простотой использования. Применяются для покраски металла, стекла и других материалов. Получаемое покрытие отличается экологичностью и долговечностью.
- Element. Компания предлагает разные виды порошковых красителей, это и полиэфирные, и эпоксидные, и полиуретановые, и даже краски с эффектами. Красить можно металлическую мебель, фасадные панели, сельскохозяйственную технику, автомобильные комплектующие и многое другое. Получаемое покрытие имеет антикоррозионные и ударопрочные свойства.
Из перечисленных выше вариантов большей популярностью пользуется продукция Стардаст. Но есть не менее качественные краски таких марок, как Текнос и Приматек. У большинства производителей в каталог продукции входит и порошковая краска антик, которая придает поверхностям вид античных медных изделий.
Порошковые краски известны покупателям ещё с прошлого века. Но именно сейчас они стали пользоваться повышенной популярностью, поскольку технология была доведена до совершенства.
Расход порошковой краски на 1м2
Расход любой порошковой окраски на 1м2 сильно зависит от размеров самой пленки, которая влияет на качество готового покрытия и помогает рассчитать краски. А толщина напрямую зависит от того, какой тип поверхности мы окрашиваем: гладкий или шероховатый, и от того, какое покрытие планируется наноситься:
- Защитное
- Декоративное
- Декоративно-защитное
покраска металла
Декоративное, нуждается в самых современных красках, имеющих хорошую укрывистость, и обеспечивающую слой около 50 мкм. Для такого типа покрытия расход порошковой краски любого типа на 1м2 выше, чем в остальных случаях. Покрытие имеет еще больший расход с порошковой сыпучей краски на 1м2, потому что его оптимальная толщина не превышает 100 мкм, а защитные полимерные достигают 130 мкм.
А гранулометрический состав распределяет частицы покрытия в соответствии с размером и оказывает большое влияние на внешний вид покрытия. В результате толщина слоя получается пропорциональной размеру частиц.
Удельный вес покрасочного материала напрямую влияет на его расход – ведь чем материал легче, тем он меньше расходуется, даже если толщина покрытия одна и даже при различном удельном весе. Идеальных пропорций можно достичь при толщине 80 мкм – тогда расход на 100 гр\м2 будет такой как в инструкции. К сожалению такие показатели бывают исключительно при расчетах, а на практике эта цифра нередко достигает даже 125 гр\м2.
И человеческий фактор тоже немаловажен – хоть распылители и совершенны, от людей расход краски зависит в первую очередь. Чем более искусный и способный рабочий – тем меньше лишней краски будет израсходовано или потеряно. Практика показала, что маляры, имеющие большой стаж работы и высокую квалификацию экономят предприятию до 15% материала.
Форма и сложная конструкция изделий, которые окрашиваются, также немаловажна, потому что на плоские панели уйдет меньше материала, чем на сложные детали со сложнодоступными местами. Расход краски в таком случае будет сильно отличаться, и это необходимо включить в себестоимость товара.
камера порошковой покраски
Порошковая краска – конечный продукт эволюции красящих материалов. Благодаря внушительному списку положительных свойств, она является достойной альтернативой традиционным лакокрасочным изделиям. Она нашла широкое применение во многих отраслях промышленности. Покрытие на базе этого вещества используется в автомобилестроении, в строительной сфере, при производстве бытовой техники и мебели. Активно применяется даже при декорировании предметов интерьера.

Почему данный материал пользуется спросом? Насколько важны его преимущества? В чем заключается высокотехнологичность данного способа окраски?
Структура материала
По своей структуре это красящее вещество – дисперсионная многокомпонентная смесь твердых частиц. Ее основу составляет порошковый полимер и пигмент. Составные элементы дисперсионного порошка различаются в зависимости от функционального назначения и области применения краски. Состав разнообразен. Сюда могут входить разнообразные примеси в виде:
- наполнителей, например, оксидов алюминия или диоксидов титана;
- пигмента для получения разнообразной глубины цвета;
- отвердителей эпоксидных смол;
- пленкообразующих смол;
- добавок различных акрилатов.
Одно из важнейших преимущественных качеств порошкового продукта заключается в том, что в его составе нет растворителей, обладающих высокой токсичностью и огнеопасностью. То есть он практически безопасен для человека, не оказывает вредное воздействие на природную среду.

Все компоненты красящей основы сухие, не прилипают друг к другу, имеют отличную сыпучесть. Консистенция порошка не меняется со временем, не густеет. Поэтому отпадает необходимость разбавлять его с помощью специальных растворителей в отличие от водно-дисперсионных красок, например, акриловых.
От свойств пигмента напрямую зависят такие показатели качества красящего вещества, как адгезия, способность к электризации, сыпучесть.
Количество наполнителей и пигмента может составлять более половины всего состава. Это определяется глубиной цвета и назначением продукта. Пигмент, используемый для этого красящего материала, ничем не отличается от пигмента, который добавляют в другие жидкие, например, акриловые красящие вещества.
Классификация материалов
Принято классифицировать красящий материал по типу полимеров, входящих в состав. По виду основных компонентов краска может быть пригодна для применения на открытом воздухе или внутри помещений. Наиболее популярно группирование по способу образования пленки на поверхности и по методу затвердевания слоя.
Принято выделять два больших класса красок по типу пленкообразующего вещества. Термопластичные и термореактивные краски – это основные виды порошковых красок по типу пленкообразующих способностей. Они также имеют разветвленную классификацию.
Термопластичные
Термопластичные порошковые краски содержат в своем составе красящие компоненты на базе веществ, которые образуют покрытие в виде пленки благодаря плавлению элементов краски и их охлаждению. Образование слоя не сопровождается химическими реакциями. Однако пленка может раствориться при несоблюдении температурного режима. Выбор краски производится в зависимости от условий:
- Для декоративных целей используется термопластичная краска, основу которой составляет винилит. Это красящее вещество пригодно только для окраски внутри помещений, при этом его достаточно малая толщина дает хорошую защиту от влаги при комнатной температуре.
- Для наружных работ и покрытия поверхностей внутри помещений годится краска на основе поливинилхлорида. Она отличается высокой атмосферостойкостью и устойчивостью к химическим веществам.
- Высокие показатели физико-механических свойств слоя на базе полиэтилена привели к тому, что данная полимерная краска активно используется для окраски трубопроводов различного назначения.
- Полиамиды, входящие в состав полиамидной краски, имеют высокие показатели эстетической привлекательности, применяются в декоративных целях для окрашивания как внутри помещений, так и снаружи.

Термореактивные
Термореактивные порошковые краски представляют собой термореактивный пленкообразователь. Здесь составные частицы сплавляются, и идет химическая реакция. Их преимущество в том, что покрытие не плавится и не растворяется, характеризуется высокой твердостью и стойкостью к различным дефектам. Поэтому краска активно используется в машиностроении. В ее состав могут входить различные эпоксидные и полиэфирные смолы.
Порошковая краска такого типа требует строго соблюдать методику окраски. Только в этом случае можно добиться положительного результата, отвечающего всем параметрам цветостойкости и атмосфероустойчивости. Особенности краски:

- Эпоксидные вещества придают ей высокую механическую прочность и стойкость. Однако на поверхности под влиянием солнечного ультрафиолета могут образоваться существенные дефекты.
- По сравнению с эпоксидным красящим веществом, полиэфирная краска не разрушается на открытом воздухе, используется для окраски вне помещения. Отличается высокой устойчивостью цвета.
- Акрилатная основа обеспечивает высокую устойчивость к разнообразным щелочным соединениям. Насыщенность цветового пигмента сохраняется длительное время.
Виды порошковых красок
В зависимости пленкообразующей составляющей порошковые краски разделены на следующие виды:
• термопластичные
• термореактивные.

Порошковые краски термопластичные изготавливают с использованием пленкообразователей. Покрытие формируется без химических реакций и превращений, а производятся за счет сплавления расплавленной краски. Процесс термического сплавления и охлаждения частиц образует частично растворимую пленку. Поэтому состав пленки идентичен составу исходного вещества для покраски. Краски термопластичной группы имеют в составе:
• полиамид
• полиэтилен
• поливинилхлорид
• поливинилбутираль.

Порошковые краски на основе поливинилбутираля используются в качестве защитной пленки для электроизоляционных работ, защитно-декоративных функций для внутреннего применения.
Краски порошковые на основе поливинилхлорида используются для внешнего применения, благодаря высокой стойкости покрытия.
Термореактивные порошковые краски состоят из твердых смол с высоким молекулярным весом и компонента связующего. Основными смолами, входящими в состав термореактивной краски, являются: эпоксидная, полиэфирная и акриловая.
Состав смол наносится на предмет или оборудование методом электростатического распыления. Нагретая до рабочей температуры и нанесенная смесь смол через определенное время отвердевает, образуя устойчивую пленку – полимерную сеть. Химически преобразованный и отвердевший слой в дальнейшем не подвергается деформации даже при повторном тепловом воздействии. Наиболее востребованным является порошковая покраска металла (дверей, решеток, оград).
Технология порошковой окраски
Технология порошкового окрашивания состоит из цепочки:
• подготовка поверхности к окрашиванию
• подготовка рабочего состава краски
• нанесение порошковой краски
• полимеризация
• рекуперация.

Подготовка поверхности к окрашиванию включает ручное удаление любых видов загрязнений, а также процесс обезжиривания и фосфатирования для улучшения адгезии краски. Удаление загрязнений с рабочей поверхности предполагает правильно выбранный метод обработки, а также состав, который зависит от:
• материала поверхности обработки
• степени загрязнения.

Поэтому повсеместно используют методы обезжиривания, абразивная очистка с травлением, а также нанесение конверсионного слоя. При окраске с использованием порошковой краски своими руками необходимо продумать подготовительный этап. Для очистки и обезжиривания поверхности рекомендуется произвести:
• фосфатирование с применением фосфатов цинка или железа
• споласкивание поверхности с последующим закреплением и сушкой.

Затем следует процесс подготовки рабочего состава. Основным преимуществом порошковой краски является ее готовность к использованию и применению. Краска поставляется производителем в виде готовой смеси. Поэтому не возникает необходимости разводить краску или добавлять катализаторы, обеспечивающих получение определенных характеристик.

Такое преимущество позволяет избежать ошибок при подготовке рабочего состава и гарантирует изначально качество покраски.
Нанесение порошковой краски на поверхность может быть произведено с использованием специальной камеры для порошковой покраски, а в случае порошковой покраски в домашних условиях с использованием ручных приспособлений.
Оборудование для порошковой окраски
профессиональное оборудование
Технологически порошковые краски наносят на изделия и детали электростатическим распылением или путем погружения в псевдоожиженный слой краски порошковой. Возможно применение газопламенного распыления. Для этих целей используют специальное оборудование.
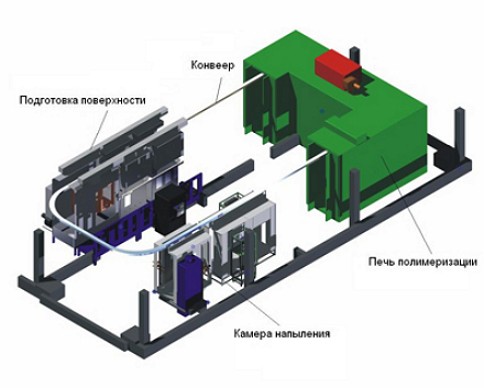
Для получения конверсионного слоя и запекания краски порошковой применяют печи полимеризации. Печь полимеризации представляет собой закрытую камеру, рабочий объем которой доводят до температуры, при которой происходит полимеризация.

В зависимости от объемов работ, предназначенных для многоступенчатой порошковой окраски, существуют профессиональных комплексы. Комплекс оборудования позволяет окрашивать металлические изделия габаритными размерами 0,8х2,7х7,0 м. Такие комплексы отличают значительные рабочие размеры и объемы:
• окрасочной камеры
• печи полимеризации.

Предназначено такое оборудование для крупногабаритных изделий, а именно: ворот, ферм, фасадных систем, ограждений, профнастилов.
При значительных объемах крупногабаритных деталей и изделий применяется транспортная система, с помощью которой процесс покраски значительно автоматизирован. Изделия без особого труда перемещают от одного пункта к другому по подвесным рельсам.

Порошковая покраска производится электростатическим способом с технологией нанесения нескольких слоев (грунт + антикоррозионное покрытие + лак).
Широкомасштабность услуг профессиональных комплексов для порошковой окраски не сравнить с мелко кустарным производством «Сделай сам», поэтому для окраски в последнем используют ручной пистолет для порошковой покраски.
ручное оборудование
Следует различать пистолет распылитель электростатический и трибостатический.

Электростатический пистолет состоит из таких частей:
• высоковольтного каскада, преобразующего низкий сигнал на входе в высокий
• держателя электрода, создающего электростатическое поле
• дефлектора, формирующего рабочий факел краски.
Типы держателя электрода и дефлекторы подбирают в зависимости от типа краски и скорости нанесения.
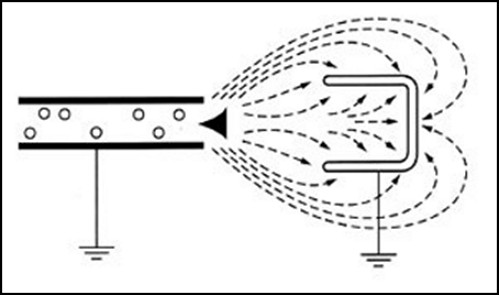
Трибостатический пистолет распылитель позволяет производить окрашивание изделия сложной формы с равномерным слоем отделки.
В отличие от устройства электростатического, использующего коронный заряд, трибостатический пистолет не содержит преобразующих элементов.
Краска порошковая размещена в бачке, расположенном на корпусе распылителя.
Как создать агрегат для порошковой покраски на базе фена для сушки волос в домашних условиях любезно покажет видео.
Расход порошковой краски при нанесении
Совершенство технологии порошковой покраски(покраска порошковой полимерной краской) заключается в достижении наилучшего качества полимерного покрытия при минимальной себестоимости порошковой окраски в полном соответствии с экологическими требованиями.
Доля, приходящаяся на порошковую краску в расчете себестоимости окраски квадратного метра при промышленном цикле занимает около 65 — 70%. Поэтому очень важно напылить полимерное покрытие, используя минимальный расход краски.
На примере окраски офисных стульев теоретический расход порошковой краски и стоимость 1м2 полимерного покрытия можно рассчитать по нижеследующим формулам:
Как видно из расчетных формул, расходные нормы порошковой краски при нанесении зависят от различных факторов:
| • | Толщина пленки влияет на эксплуатационные качества полимерного покрытия, кроме того, она определяет расход порошковой краски, соответственно, важно его контролировать.Зависит от типа формируемой поверхности (структурированная либо гладкая), а так же от требуемых свойств полимерного покрытия (декоративное, защитное либо защитно-декоративное). Декоративное полимерное покрытие требует современные порошковые краски с хорошей укрывистостью, которые обеспечивают возможность окраски слоем толщиной 40 — 50 мкм. Защитно-декоративные полимерные покрытия предполагают оптимальную толщину покрытия 70 — 100 мкм. Защитные полимерные покрытия должны быть толщиной в пределах 90 — 130 мкм и более. |
| • | Фракционный (гранулометрический) состав. Распределение частиц порошковой краски по размеру может оказывать влияние на сыпучесть, характеристики покрытия и его внешний вид. Полимерное покрытие характеризуется размером частиц основной фракции, этот показатель отвечает за толщину нанесенного слоя. |
| • | Удельный вес краски. Чем краска «легче», тем она меньше расходуется при одной и той же толщине покрытия. В идеале, при удельном весе 1,2 гр/см3 и толщине покрытия 80 мкм можно достичь обещанного производителями порошковой краски расхода равного 100 гр/м2. Но, к сожалению, это только в идеале, на практике же для большинства производств эта цифра в среднем около 120 — 140 гр/м2. |
| • | Человеческий фактор. При всем совершенстве краскораспылителей остается влияние человеческого фактора при ручном нанесении порошковой краски. Таким образом полимерное покрытие получают толщиной, зависящей от концентрации порошка в факеле распылителя, времени прохода изделия через факел, а так же от степени зарядки и коэффициента осаждения краски. Высокая квалификация маляра может обеспечить существенное снижение расхода краски до 10 — 15%. |
| • | Форма и сложность окрашиваемых изделий. Равномерность толщины полимерного покрытия для плоских панелей либо сложных деталей будет отличаться, соответственно и показатели расхода краски будут абсолютно разными. |
При выборе порошковой краски необходимо руководствоваться не только ценой, главное, чтобы полученное из нее полимерное покрытие в максимальной степени удовлетворяло требованиям потребителя — внешний вид, долговечность покрытия и гарантийный срок эксплуатации.
Производители порошковых красок имеют возможность в индивидуальном порядке с учетом всех требований и пожеланий к свойствам конечной продукции подобрать оптимальный состав краски для обеспечения наилучшей покрываемости и минимизации расходных норм при нанесении полимерного покрытия.
Факторы, которые влияют на норму расхода краски.
 Расход порошковой краски на 1м2
Расход порошковой краски на 1м2
Расход краски на квадратный метр, в первую очередь, зависит от ее свойств, а также от того, на какую поверхность она будет наноситься.
Второй фактор при расчете нормы красящего средства является решающим. Когда производитель указывает на упаковке, какой расход порошковой краски на 1м2, он имеет в виду, что такая норма будет соответствовать тому, если вы будете наносить средство не на пористую поверхность.
Но на практике дела обстоят совершенно по-другому, поскольку красящее средство начинает слишком быстро впитываться в обрабатываемую поверхность. В результате чего краски уходит намного больше. В этих случаях приходиться окрашивать поверхность в несколько слоев.
Так обычно происходит тогда, когда вы хотите покрасить деревянную или бетонную поверхность. В случае с покраской пластиковых или металлических покрытий, расход порошковой краски на 1м2 будет не значительным.
В результате выше изложенного можно сделать вывод, что норма краски на м2 зависит, как от разновидности самой краски, так и от состояния обрабатываемой поверхности. Также на расход краски данного типа влияют инструменты, которые вы будете использовать в процессе ее нанесения.
Таким образом, получается, что при использовании валика или кисти расход краски на 1м2 увеличивается практически вдвое, в отличие от применения распылителя. В этом плане также многое будет зависеть и от навыков владения данным инструментом.
Таким образом, получается, что основными факторами, которые в той или иной степени увеличивают или уменьшают расход красящего средства, являются:
- Толщина пленки не только влияет на качество полимерного покрытия, но и на расход порошковой краски на 1м2. Толщина пленки зависит от требуемых свойств конечного покрытия и от типа формируемой поверхности. Декоративное покрытие предполагает нанесение пленки слоем в 40-50 мкм, защитно-декоративное – от 70 до 100 мкм, а защитное покрытие – от 130 и более мкм;
- Фракционный состав краски. На сыпучесть покрытия, его характеристики и внешний вид оказывают воздействия частицы порошковой краски, которые должны быть распределены по размеру. За толщину наносимого слоя отвечает размер частиц основной фракции;
- Удельный вес красящего средства. Чем легче состав, тем расход полимерной краски на 1м2 будет меньше. В идеале получается, что при весе средства 1,2 грамма на см3 и толщине покрытия в 80 мкм, норма расхода краски на м2 будет равна 100 гр;
- Сложность и форма окрашиваемой поверхности. Равномерное нанесение порошковой краски на плоские панели или же сложные детали будет сильно отличаться, в виду этого норма расхода будет не одинаковой;
- Человеческий фактор. Полимерное покрытие в зависимости от концентрации порошка в факеле распылителя получается той или иной толщиной. Также на толщину слоя краски влияет время прохода изделия через факел, а также от коэффициента осаждения средства и от степени зарядки. В зависимости от мастерства маляра расход порошковой краски на 1м2 может уменьшиться в несколько раз, примерно на 10-15 процентов.
>Каталог цветов RAL для порошковой окраски.
Цветовые стандарты RAL
Сегодня существуют и используются несколько каталогов цвета, начало которым положил каталог RAL, созданный в 1927 году по заказу германского государственного комитета по условиям поставок и обеспечения качества.
RAL Classic
Германский каталог RAL стал промышленным стандартом мирового значения. Начинался он с 40 цветов. Сегодня карта RAL содержит 213 различных оттенков, каждый из которых обозначен четырехзначным цифровым кодом. Первая цифра кода обозначает основной цвет, остальные три цифры служат для идентификации оттенка.
Колеровка порошковых красок
Значение этого каталога для промышленности несомненно. Чтобы убедиться в этом достаточно попробовать объяснить кому-либо на словах различие тонов с номерами 1021 и 1023. Их непросто отличить на глаз, но при окраске разными оттенками смежных участков поверхности или двух соседних деталей разница будет заметна. И таких примеров можно привести множество. С использованием карты RAL подбор цветов и оттенков порошковых красок сводится к выбору нужного тона по каталогу и фиксации его номера.
RAL Design
Со временем первоначальный каталог RAL (RAL-Classic) стал тесным для активно развивающейся рекламной и полиграфической индустрии, для дизайна и производства красок.
В 1993 году появился расширенный каталог цветов – RAL Design. Он содержит 1625 цветов и их оттенков. Каталог построен на других принципах формирования цвета и имеет строго упорядоченную кодировку, состоящую из семи цифр. Первые три цифры кода означают основной колер, две последующие пары цифр – это яркость и насыщенность. Тона в каталоге расположены в порядке спектра – от красного к фиолетовому, а первые 16 позиций отданы ахроматическим оттенкам.
Многократное расширение выбора оттенков позволило эффективно использовать возросшие возможности индустрии красок. Спектральный порядок и четкая структура кодировки упростили использование каталога и сделали подбор оттенков более легким.
RAL Effect
В 2007 году был создан еще один каталог – RAL Effect. В него вошли 420 обычных цветов и 70 оттенков типа «металлик». Каталог поделен на группы из шести близких оттенков и одного, соответствующего им «металлика».
Каждый оттенок всех каталогов оцифрован в кодировках RGB, CMYK (C), CMYK (U), HTML, которые обеспечивают корректный подбор цвета на цифровом оборудовании, независящий от цветовых настроек и качества дисплеев.