
Содержание
- Цинковая краска для металла
- Особенности краски
- Нанесение
- Рекомендованные материалы
- №2. Природа холодного цинкования
- №3. Преимущества и недостатки холодного цинкования
- №4. Как проводят холодное цинкование?
- №6. Составы для холодного цинкования
- Что такое холодное цинкование
- ЦИНОЛ®
- Особенности цинковой краски
- Технология холодного цинкования
Цинковая краска для металла
Использование цинксодержащих красок – еще одно направление борьбы с коррозией металлоконструкций с помощью цинка – на этот раз порошкового.
История развития цинковых красок насчитывает несколько десятилетий, но особое развитие они получили в последнее время, как достаточно конкурентный способ по отношению к горячему цинкованию — холодное цинкование.
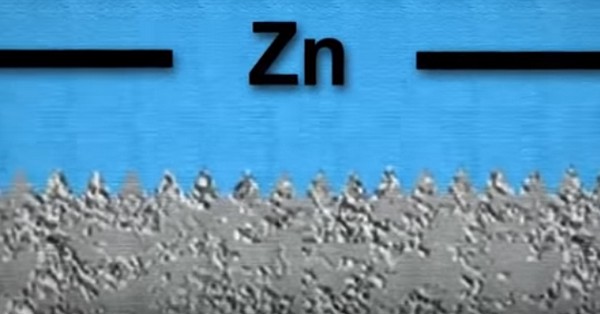
Принцип защитного действия цинксодержащих красок такой же, как и остальных цинковых покрытий – цинк на поверхности изделия служит катодной защитой для основного металла. Но эта защита может осуществиться только в том случае, когда частицы цинка контактируют между собой и с подложкой и таким образом создают непрерывный электропроводящий слой. Внешний вид покрытия виден на срезе на рис. 2.7. Если же частицы изолированы друг от друга изолирующими слоями, то такие краски не могут считаться антикоррозионными – порошок металла создает лишь цвет и определенную фактуру покрытия.
Рис. 2.7. Характер красочного покрытия на металле (увеличенная фотография среза).
Хотя защитные свойства металлического цинка были известны еще 150 лет тому назад, а свойства силикатных пленок как барьерного защитного покрытия – порядка 100 лет назад, лишь в 30-х годах прошлого столетия исследователи смешали эти два компонента – цинковый порошок и силикат натрия, и лишь в 1941 году полученная цинк-силикатная краска была применена на конкретном объекте.
Таким образом, первой цинксодержащей краской явилась взвесь цинкового порошка в жидком стекле. Первые варианты краски наносились на поверхность, после чего поверхность для старения и последующего отверждения покрытия нагревалась, лишняя вода при этом испарялась, а под воздействием влаги силикат полимеризовался с образованием трехмерной сетки. После частичной полимеризации краски поверхность обмывали водой, чтобы смыть щелочь, которая образовывалась по реакции:
Na2SiO3 + H2O -> -Si(-O)-O-Si(-O-)- … +NaOH
Однако использование такого способа полимеризации пленки препятствовало широкому применению, поскольку способ был многостадийным и слишком длительным.
После того, как были найдены условия ускорения трехмерной полимеризации (на самом деле это процесс поликонденсации, поскольку при взаимодействии атомов между собой образуется молекула воды), оказалось, что наибольшая скорость наблюдается при соотношении SiO2 : Na2O в интервале 2,9-3,8, был предложен другой способ полимеризации силиката
— для этого, в соответствии с данными, изображенными на рис. 2.8, где показаны зависимости скорости желирования силиката от рН раствора и содержания солей в растворе, предложено перед употреблением краски в систему добавлять кислотный раствор, содержащий, в основном, фосфорную кислоту с улучшающими совместимость компонентов краски между собой и с обрабатываемой поверхностью добавками.
В процессе затвердевания краски, вероятнее всего, происходят следующие основные реакции: металлический цинк и оксид цинка взаимодействуют с молекулами силиката, образуя силикат цинка и вытесняя щелочь из молекул силиката. Щелочь, в свою очередь, ионизирует силикат, что способствует появлению двухвалентных силикат-ионов, которые взаимодействуют между собой, образуя как зародыши трехмерной сетки, так и микроглобулы силикагеля. В результате на поверхности изделия образуется пленка, которая представляет из себя пористое гетерогенное покрытие, содержащее металлический цинк, оксид цинка, силикат цинка, коллоидный (высокополимеризованный) силикагель, фосфаты натрия и цинка. Образующаяся вода (за исключением кристаллизационной) испаряется, что делает реакцию образования пленки необратимой.
Рис. 2.8. Влияние рН на процесс гелеобразования. Кривая A-C – при отсутствии солей натрия; кривая D –F — в присутствии солей натрия.
Покрытия такого состава, в основном, используются в качестве праймеров для последнего покрытия изделий органическими красками, а также в качестве основного покрытия для внутренних поверхностей емкостей танкеров и баков для хранения топлива.
На основе силикатов калия и лития с высоким отношением SiO2 : M2O (3,9-4,1 для K2O и порядка 4,8 для Li2O) были разработаны самоотверждаемые цинк-силикатные покрытия. Для этого использовались растворы гидроксидов натрия и лития (калия) и заполимеризованный безводный силикагель в виде частиц размером от 1 до 100 нм, которые в дальнейшем служили источником кремнезема, и подвергали реакции при повышенной температуре в течение нескольких часов. Краска в этом случае была одноупаковочной, в отличие от красок предыдущего типа, которые выпускались в двухупаковочном варианте.
При окрашивании изделий такой краской желирование слоя происходит по мере высыхания краски, то есть при удалении воды, но сам процесс отверждения происходит очень медленно, не менее 24 часов, а то и более. Поэтому окрашивание такими красками можно осуществлять лишь в гарантированно сухую и теплую погоду без заметного росообразования. Многие тонны стальных конструкций приходилось перекрашивать из-за неожиданных дождей и конденсации влаги.
Тем не менее, данная краска в свое время широко применялась в качестве праймера (толщиной 50-90 мкм) или однослойного покрытия (толщиной 100-150 мкм) для тех же областей техники, что и двухупаковочные композиции. Сообщается, что сроки жизни таких покрытий составляет 15-20 лет.
Важным фактором является объемное содержания цинка в покрытии. Показано, что электрохимическая защита эффективно осуществляется при содержании цинка от 95 до 80%; при меньшем содержании последнего, когда частички цинкового порошка плохо контактируют друг с другом, электрохимическая защита ослабевает.
Таким образом, цинксодержащее покрытие после полимеризации органического (неорганического) слоя и испарения органического растворителя (разбавителя) должно содержать такое количество порошкообразного цинка, чтобы его частички надежно контактировали друг с другом. Надо также иметь в виду, что на поверхности частиц цинка ввиду высокого сродства цинка к кислороду будут образовываться поверхностные оксиды цинка.
Возможно Вас так же заинтересуют следующие статьи:
- Причины появления дефектной продукции на агрегате горячего цинкования
- Дефекты при хранении и обработке оцинкованных изделий
- Процесс Технигальва (Technigalva) и его основные особенности
- Процесс Полигальва (Polygalva)
- Процесс диффузионного цинкования крепежных изделий

Устойчивость цинка к коррозии умело использовали производители покрытий для обработки металла, создав краску с содержанием цинковой пыли и хлопьев. Цинковая краска используется для обработки различных металлических конструкций, увеличивая устойчивость основания к механическим воздействиям и защищая металл от появления ржавчины.
Особенности краски
Ранее в цинковую краску добавляли до 70-80% цинковой крошки, что повышало до максимума защитные свойства состава. Однако такая плотность наполнителя, без использования вспомогательных добавок, снижала прочность краски, она покрывалась со временем трещинами и отслаивалась. Сохранить высокие защитные свойства и увеличить прочность покрытия помогло:
- Снижение содержания цинковых компонентов до 25-30 процентов,
- Изменение структуры цинка,
- Добавление в краску вспомогательных веществ.
При необходимости максимально повысить концентрацию цинка в краске в состав добавляют большую концентрацию смол и жидкого стекла. Они скрепляют застывшую плёнку и предотвращают появление на ней трещин за счёт собственной вяжущей способности.

По большому счёту цинковая краска – это особый тип грунтовки, так как им производят первичную обработку металла.
Ранее в производстве защитных красок использовали только цинковую пыль, но сегодня в состав добавляют и хлопья цинка. Разнородность структуры наполнителя делает материал устойчивым к механическим воздействиям и сохраняет его защитные возможности.
Нанесение
Цинковая краска может наноситься на неподготовленную металлическую поверхность, но есть одно исключение – на основании не должно быть рыхлой ржавчины. Если таковая имеется, то металл обрабатывают уайт-спиритом или растворителем.
Непосредственно перед нанесением краска перемешивается до образования однородной консистенции средней густоты. Перемешивают старые и только что купленные краски, так как в них может произойти сгущение и кристаллизация цинкового наполнителя даже при недолгом хранении.

Разбавлять водой цинковую краску нельзя, при загустении состава он разбавляется до желаемой консистенции толуолом.
Наносят состав маховой или средней кистью, следя за отсутствием пропусков. При необходимости прокрасить большую ровную поверхность можно использовать валик. Наносят покрытие с цинковой пылью в 1-3 слоя, второй слой наносится после высыхания первого, через 1-1,5 часа. Финишная обработка и использование окрашенных поверхностей допускается через 6-7 дней после нанесения первого слоя. Допускается использование пульверизатора при работе на больших объёмах покраски.
Рекомендованные материалы
Из наиболее качественных цинковых красок-грунтовок выделим:
- Барьер-грунт,
- Кольчуга,
- Экоцин,
- КО-42.
В грунтовке Барьер-грунт до 96% содержания цинковых наполнителей, поэтому состав отлично справляется с защитными функциями. Стойкость к механическим воздействиям достигается за счёт добавления в состав плёнкообразующих веществ – связывающих агентов. Расход 1 кг грунта на 4 м2 покрытия. Минимальный срок защиты металла – 10 лет.
АЦСК 80-01 «Кольчуга» — это двухкомпонентный состав с цинковым и силикатным наполнителем. Силикатная основа защищает металл от любых атмосферных воздействий, и цинковая крошка создаёт дополнительный защитный слой для предотвращения ржавчины. Краска отвечает экологическим стандартам, поэтому на 100% безопасна.
Цинконаполненная эмаль-грунт «Экоцин» защищает металл от коррозии и выдерживает температуру до 350 градусов. Также грунт защищает металлическое основание от воздействия продуктов нефтепереработки и растворов солей. В составе органосиликатный образователь плёнки, соли цинка и пигменты. Доля нелетучих компонентов 75-85%.
Краска КО-42 обладает повышенной влагостойкостью и отвечает экологическим стандартам. Покрытие может использоваться для обработки ёмкостей для хранения продуктов и питьевой воды. В составе порошок цинка и этилсиликатное вяжущее. Время высыхания первого слоя эмали – 20 минут.
Металлические изделия при всей своей прочности имеют один существенный недостаток – они легко ржавеют. В производственных условиях стальные изделия защищают от коррозии методом горячего цинкования. Это достаточно сложный и дорогой процесс, к тому же, он не рассчитан на защиту крупногабаритных конструкций. В быту для защиты от ржавчины кровли, забора, козырька, автомобиля и прочих конструкций лучше всего использовать холодное цинкование металла, которое проводят с помощью специальных цинкосодержащих составов. Процесс нанесения покрытия максимально прост, а сам способ холодного цинкования по ряду причин можно назвать универсальным. Разберемся с технологией, составами и выясним, как же работает цинковая «броня».
№2. Природа холодного цинкования
Чтобы лучше понимать особенности и преимущества метода, необходимо вспомнить школьный курс химии. Процесс защиты железосодержащих сплавов цинком возможен благодаря уникальным физико-химическим свойствам этого элемента. Цинк очень легко вступает в химические реакции с разного типа веществами, а при взаимодействии с водой образует практически нерастворимый гидроксид, который покрывает поверхность металла и препятствует дальнейшему взаимодействию цинка и воды. Подобным образом, кстати, ведет себя алюминий.
Если покрыть слоем цинка стальную конструкцию, то цинк на воздухе со временем начнет окисляться. Продукт реакции – оксид цинка, который не реагирует с водой и образует прочную пленку на поверхности конструкции. Все, на этом дальнейшее прохождение реакции невозможно, так как оксид цинка и гидрокарбонат цинка (образуется в меньшем количестве) инертны по отношению к воде. Это защита по барьерному принципу. Стоит отметить, что железо также вступает в реакцию с водой с образованием оксидов, которые мы называем ржавчиной, но эти соединения не образуют сплошной плотной пленки, пропуская влагу вглубь металла и провоцируя развитие коррозии.
Помимо барьерной защиты, цинк обеспечивает еще и электрохимическую. Вспоминаем электрохимический ряд напряжений металлов, в котором цинк стоит раньше железа. Это означает, что цинк химически более активен и в паре цинк/железо будет реагировать первым. В присутствии атмосферной влаги может проходить электрохимическая реакция с образованием карбоната цинка. Это соединение также нерастворимо в воде и останавливает дальнейшее развитие коррозионного процесса.
Принцип «работы» цинкового покрытия остается одинаковым, несмотря на способ его нанесения:
- горячее цинкование;
- электролитическое цинкование;
- диффузное цинкование;
- газодинамическое цинкование;
- шоопирование;
- холодное цинкование.

Сразу же после защиты металлоконструкции по методу холодного цинкования работает, в основном, электрохимическая защита: пока покрытие еще не достигло максимальной прочности, частицы влаги могут проникать сквозь него и достигать стали. В этом месте образуется электрохимическая пара цинк/железо. В дальнейшем защита строится по барьерному типу, но если нарушается целостность краски и влага проникает к конструкции, то вновь активируется электрохимическая защита.
№3. Преимущества и недостатки холодного цинкования
Холодное цинкование металла – простой, надежный и один из самых популярных способов его защиты. В быту технология приобрела широкое распространение, так как имеет массу преимуществ:
- используемые составы отличаются хорошей адгезией как с основанием, так и с декоративными лакокрасочными материалами, поэтому конструкцию можно будет запросто покрасить в необходимый цвет;
- нанести покрытие можно на изделие любого размера и любой геометрии, а если оно уже установлено и эксплуатируется, то его ненужно демонтировать – все работы можно выполнять на месте;
- подготовка поверхности перед холодным цинкованием осуществляется относительно просто;
- металлические детали, защищенные по данному способу, легко свариваются между собой;
- простота нанесения покрытия, никаких специальных навыков и инструментов не понадобится. Для покраски используют краскопульты, малярные валики и обычные кисти;
- выполнять работы можно практически при любой погоде (допустимая температура воздуха -20…+400С);
- невысокие финансовые и временные затраты.
Основной минус холодного цинкования – невысокая устойчивость покрытия к механическим повреждениям. Проще говоря, краску можно просто поцарапать, обнажив стальную конструкцию. С другой стороны, обновить покрытие не так уж сложно и затратно, поэтому минус нельзя назвать уж очень существенным.
№4. Как проводят холодное цинкование?
Метод холодного цинкования представляет собой нанесение составов с содержанием цинка на поверхность металла. Технология и порядок нанесения зависит от типа состава, но чаще всего используются материалы, чьи характеристики прописаны в ГОСТ 9.305–84. Этот же документ разрешает использовать составы для холодного цинкования на любых конструкциях, исключение – стали повышенной прочности и магниевые сплавы.
Процессу нанесения состава (о самых популярных поговорим далее) предшествует тщательная подготовка поверхности металла:
- удаление любого рода загрязнений, солей, закоксованностей;
- абразивная обработка поверхности (абразивоструйным или гидродинамическим методом) для придания необходимой шероховатости (обеспечивает лучшую адгезию) и удаления старой ржавчины;
- просушивание конструкции;
- ручная очистка от брызг, заусенцев и острых углов;
- обеспыливание струей воздуха.
При наличии жировых пятен на металле, поверхность необходимо обезжирить. Стандарты предполагают тщательную проверку уровня обеспыливания, обезжиривания и шероховатости, для чего необходимы специальные приборы. Если речь идет о защите ответственной конструкции, этим лучше не пренебрегать.
На этом подготовка заканчивается и начинается непосредственно холодное цинкование. Производится при температуре поверхности выше точки росы на три градуса и более, и температуре воздуха, рекомендованной производителем. Наносить краску советуют при помощи специального оборудования (пневматического, красочных камер и т.д.) в несколько слоев, каждый новый слой наносят после высыхания предыдущего. Для обработки некоторых мест можно использовать кисть и валик. Покрытию дают подсохнуть, затем выравнивают. На него в последующем можно нанести обычную краску. Желательно после нанесения ЦНК и ее высыхания проверить качество покрытия, используя специальные устройства, которые позволяют измерить толщину защитной пленки.
Для определения точки росы следует использовать гигрометр, термометр, психрометр или устройства позволяющие измерять одновременно и температуру, и влажность. Показания приборов сравнивают с таблицей и определяют, можно ли проводить процедуру холодного цинкования металла.
№6. Составы для холодного цинкования
Согласно стандартам, в ЦНК должно содержаться не менее 94% цинка с размером частиц 12-15 мкм или 88% цинка с частицами 3-5 мкм. Чем выше содержание цинка, тем лучшими будут антикоррозионные свойства, а чем мельче частицы, тем лучше адгезия. На рынке представлено немало составов для холодного цинкования, но мы остановимся на самых популярных:
- «Гальванол» — композиция на основе чистого электролитического цинка и с небольшим содержанием связующих компонентов, отечественная разработка. Состав обеспечивает отличную адгезию и может быть нанесен даже на ржавые конструкции, если ржавчина на них хорошо держится. Наносится быстро и легко, может быть использован при температуре от -30 до +500С, а также при повышенной влажности воздуха. Состав устойчив к растворам солей и спирту, а готовое покрытие устойчиво к истиранию и ударному воздействию, имеет хорошую адгезию с красками. Выпускается готовым к применению, может наноситься кистью, валиком, распылителем, аэрозольным баллончиком. Сфера применения широчайшая;
- «Цинотан» используется как самостоятельное средство против коррозии и в комплексе с другими составами. Может применяться в любых климатических условиях, часто используется в промышленности для защиты конструкций, находящихся в соленой воде или загрязненной атмосфере. Составом покрывают ограждения, емкости для нефтепродуктов, опоры ЛЭП, трубы, автомобильные сооружения и т.д. Его используют гиганты отечественной промышленности;
- «Цинконол» — полиуретановая грунтовка с высоким содержанием цинка, очень эластичная, устойчива к высоким температурам, соленой воде, маслам, нефти и щелочам;
- «Цинол» — состав включающий частицы цинка разных фракций размером от 4 до 20 мкм и более, наносится толщиной 100-120 мкм, сохнет за 1 час, обладает высокой стойкостью к воде;
- ЦВЭС содержит цинковый порошок и этилсиликат, хорошо подходит для высоколегированных и обычных сталей;
- Мастер АК-100 отлично подходит для обработки кузовов автотранспортных средств;
- UR-100 «Жидкий цинк» производят на основе цинковой пудры с размером частиц 3-5 мкм, стоит недорого;
- Zinga – состав для холодного цинкования металла от бельгийской компании Zinga Metall. Производитель использует цинковый порошок 3-5 мкм и заявляет об уникальных свойствах своего продукта, чем и объясняет высокую стоимость, практически эквивалентную горячему цинкованию.
Важно, чтобы обработанное изделие не подвергалось постоянному механическому воздействию – в этом случае покрытие прослужит не очень долго.
Холодное цинкование подходит для любых изделий, которые нужно защитить от коррозии. Несмотря на то, что такое покрытие можно повредить, как обычную краску, оно работает эффективно и исключает появление пятен ржавчины, а еще упрощает окрашивание: краска на цинковом слое держится лучше, чем на обычном металле.
Более детально о методике холодного цинкования узнаете на http://spektrlkm.ru/jidkiy_cink
Метки:Эмали и краски
Изделия из сплавов железа под действием влаги и воздуха подвергаются коррозии. С целью защиты от нее поверхности стальных конструкций покрывают составом на основе цинка.
До недавнего времени использовали три варианта защитного покрытия:
- горячее цинкование – окунание металлических изделий в расплав на основе цинка;
- напыление частиц расплавленного цинкового состава;
- термическая диффузия цинкового порошка, нанесенного на поверхность, при высоком температурном режиме.
Все эти способы трудоемки, нуждаются в наличии особого оборудования и могут использоваться не для всех металлоконструкций, т. к. имеют ограничения по их размерам.
Альтернативой этим методам цинкового покрытия является технология холодного цинкования.
Что такое холодное цинкование
Под холодным цинкованием понимают покрытие стальной поверхности цинкосодержащим составом обычным способом нанесения красок, лаков и других материалов. В составе таких покрытий основным компонентом является цинковый порошок, имеющий высокодисперсную структуру.

Цинк, окисляясь при соприкосновении с воздухом и влагой, сначала берет на себя их разрушающее действие, отвлекая от разрушения железа в сплавах, а затем образует прочную пленку, механически препятствующую проникновению влаги и служащую коррозионной защитой металла.
Преимущества холодного цинкования металлов
Технология холодного цинкования дает немало преимуществ:
- она проста в исполнении;
- не нуждается в сложной технике и специальных площадях, как при способе горячего покрытия;
- покраску можно проводить на изделиях любых размеров без их демонтажа и прямо на месте их расположения;
- метод дает возможность проведения покраски в диапазоне температур от -20оС до +40оС;
- обеспечивает качественную защиту в течение срока эксплуатации;
- обладает высокими эксплуатационными характеристиками: износостойкостью, высоким сцеплением с покрываемым основанием, механической и термической устойчивостью, способностью к самовосстановлению.
Физико-химическое объяснение процесса холодного цинкования
В основе предотвращения коррозии металлических поверхностей методом холодного покрытия цинковым составом лежит катодная защита сплавов с помощью заимствованных у цинка электронов. Суть ее состоит в том что, подвергаясь окислению, цинк защищает тем самым от коррозии железо или его сплав.
Образование ржавчины FeO (OH) происходит таким путем:
- В результате коррозии молекулы металла разлагаются на отрицательные электроны и положительные катионы. Схема этой реакции такая: Ме = Ме z+ + z e-
- Свободные электроны, взаимодействуя с кислородом и водой, образуют щелочную группу (ОН-): О2+2 Н2О+4е- = 4ОН-
- Ионы этой группы вступят в реакцию с катионами, образуя устойчивое соединение: х Ме z+ + у ОН- = Ме х (ОН)у
- В случае железа это FeO (OH) – ржавчина.
При реакции окисления другого металла, в данном случае цинка, входящего в состав защитного состава, образование электронов, необходимых для восстановления молекул кислорода, он берет на себя, а железо перестает окисляться.
Важным условием является обеспечение электронной проходимости между цинком и железом, без этого перемещение образующихся в цинке электронов к железу невозможно.
Объяснение антикоррозионной стойкости цинкового состава при нанесении его стальную (железную) поверхность лежит в низком электрохимическом потенциале цинка по сравнению с железом. Этот показатель у цинка равен -760 мВ, а у железа – -440 мВ.
При наличии влаги цинк становится анодом по отношению к железу (катоду), отдающим ему электроны: Zn-2e*Zn2+, +> 2OH –
Уменьшение протекания процесса коррозии железа происходит за счет влияния щелочной группы (ОН-), которая нейтрализует окислительный процесс.
Причиной использования цинка в роли защитного слоя для стальных поверхностей является то, что он подвержен коррозии намного медленней железа во многих средах.
Цинковые холодные покрытия имеют два вида защиты:
- протекторной, в случае отдачи электронов цинка катоду железа;
- барьерной, защищающей на подобии обычной краски.
Протекторная защита осуществляется на первоначальной стадии после нанесения состава, когда оно еще не сформировалось в виде устойчивой пленки и имеет пористый характер, позволяющий влаге достигать до стальной(железной) поверхности. Это обеспечивает условия для протекания электрохимической реакции между железом и цинком. Дальше, по мере образования солей цинка, заполняющих поры, образуется защитная пленка, и характер защиты становится барьерным.
Важным свойством цинковой пленки является способность к самостоятельному восстановлению, если целостность ее случайно нарушается. Попавшая внутрь влага вновь провоцирует электрохимическую реакцию, которая протекает, пока не образуется новая пленка, восстанавливающая целостность покрытия.
Этапы технологии холодного цинкования металлов
Соблюдение всех этапов работ по цинковой защите металлических поверхностей является залогом их хорошего качества.

Этапы работ должны включать:
- осмотр рабочей поверхности и выбор способа покраски;
- подготовка поверхностного слоя к оцинковке;
- проведение холодного цинкования;
- контроль нанесенного цинкового слоя на качество.
Сначала нужно осмотреть и оценить площадь, которую предстоит покрыть защитным слоем, чтобы выбрать рациональный способ выполнения покраски и заготовить необходимый объем материалов и нужных инструментов.
Ответственным этапом является качественная подготовка самой поверхности. Она включает: очистку от пыли и грязи, удаление с помощью абразивной обработки старого покрытия, небольших неровностей и ржавчины, а также придания поверхности шероховатого вида.
При наличии жировых пятен нужно провести обезжиривание с помощью специальных растворителей. После абразивной обработки следует удалить все следы абразива, если была использована гидроабразивная обработка, то поверхность нужно просушить путем обдувки сжатым воздухом.
Важно: Нанесение покрытия на основе цинка должно проводиться на сухую, очищенную поверхность!
Цинкование металлоконструкций должно проходить при температуре, указанной в характеристиках применяемого состава. При этом нужно не допускать образование конденсата сверху металла.
Окраску проводят нанесением средства кистью, распылением или путем окунания в приготовленный состав. Наносить покрытие лучше в несколько слоев, предварительно просушивая их.
После просушки цинковое покрытие нужно оценить на качество путем визуального осмотра и специальных устройств контроля. Визуально оценивается декоративная привлекательность поверхности: отсутствие неокрашенных мест и дефектов.
С помощью устройства проверяется толщина защитного слоя и его адгезия к конструкционной поверхности.
Видео:
Составы используемые для цинкования
Защитные цинковые продукты, которые представлены в ассортименте материалов, подразделяют по характеру связующего компонента. Они бывают двух типов: с органическим и неорганическим связующим веществом.
Органические содержащие цинк покрытия бывают:
- эпоксидными;
- уретановыми;
- алкидными;
- хлоркаучуковыми.
Неорганические покрытия представлены силикатными материалами, содержащими цинк.
Составы для холодного цинкования подразделяют по количеству отдельно упакованных веществ, подлежащих смешиванию. Они могут состоять из одного, двух и трех отдельно упакованных компонентов.
Органические составы являются в основном однокомпонентными, поэтому они удобны в использовании и имеют длительный срок защитной способности.
Неорганические силикатные покрытия отличаются своей долговечностью, независимо от толщины покрытия. Но существенным недостатком силикатных покрытий является необходимость выполнения высокого качества подготовки стальных поверхностей перед покрытием.
Независимо от разновидности состава покрытия его качество во многом зависит от основного цинкового компонента, представляющего мелкодисперсный порошок. Сухая пленка в соответствии с международными стандартами должна содержать не меньше 94% цинкового порошка при размере его частиц от 12 до 15 мкм и 88% – при величине частиц от 3 до 5 мкм. Параметры частиц и количественное содержание цинка определяют основную роль в качестве покрытия.
Видео:
Область применения краски холодный цинк
Благодаря удобному применению холодного способа нанесения цинкового состава и надежности покрытия, такая технология имеет широкие области применения. Краска холодный цинк используется:
- Для покрытия черных металлов, которые применяются в конструкциях, эксплуатируемых в открытых атмосферных условиях, при холоде и жаре, а также в условиях морского климата. Например, такое защитное покрытие применяют для конструкций мостов, строительных металлических сооружений.
- Для труб различного назначения, в том числе и газопроводов.
- Для защиты резервуаров, а также изделий бытового назначения.
- Для окраски отопительных радиаторов, водопроводных труб.

Такую краску иногда применяют в качестве грунтовки перед нанесением отделочной краски, но в основном в качестве самостоятельного поверхностного покрытия.
При правильном выборе высококачественных лакокрасочных материалов на основе цинка. Тщательной предварительной подготовке поверхностного слоя к работе. Ее проведении с соблюдением технологии холодного цинкования металлов, срок эксплуатации оцинкованных конструкций и изделий не ниже, чем при покрытии горячим способом.
Видео:
Холодная цинковая защита может применяться в любых доступных местах, в том числе и на производственных площадках, как для полной, так и частичной покраски стальных изделий и в этом ее преимущество.

![]()
ЦИНОЛ®
НАЗНАЧЕНИЕ
Композиция ЦИНОЛ предназначена для защиты от коррозии металлических конструкций в атмосфере. Покрытие обладает стойкостью к морской и пресной воде, водным растворам солей, этиловому спирту и его водным растворам.
ЦИНОЛ используется в качестве грунтовки под покрывные материалы в комплексных системах защиты, самостоятельного покрытия или ремонтного состава цинковых металлических покрытий.
ХАРАКТЕРИСТИКИ КОМПОЗИЦИИ ЦИНОЛ
- Обладает ускоренным временем высыхания;
- Допускает всесезонное нанесение (от -25 oC до +40 oC);
- Удобна в применении (композиция готова к нанесению);
- Обеспечивает протекторную защиту стали (благодаря высокому содержанию цинкового порошка);
- Имеет повышенные защитные свойства (содержит антикоррозийный пигмент).
СФЕРЫ ПРИМЕНЕНИЯ
Композиция ЦИНОЛ применяется в гражданском и промышленном строительстве, а также в качестве альтернативы горячему цинкованию в электроэнергетике, дорожном строительстве и других отраслях.
РЕКОМЕНДАЦИИ К ПРИМЕНЕНИЮ КОМПОЗИЦИИ ЦИНОЛ
Материал одобрен и рекомендован к применению отраслевыми специализированными испытательными центрами и включен в нормативные документы, регламентирующие деятельность различных отраслей промышленности
|
|
СЕРТИФИКАЦИЯ
Свидетельство о государственной регистрации № RU.66.01.40.015.Е.000076.02.12 от 28.02.2012.
ОПИСАНИЕ КОМПОЗИЦИИ ЦИНОЛ
Композиция ЦИНОЛ — широко известный и востребованный материал на рынке антикоррозионной защиты. Благодаря высоким эксплуатационным характеристикам, универсальности и удобству применения ЦИНОЛ завоевал доверие не только российских, но и зарубежных компаний, работающих в самых разных отраслях промышленности.
ЦИНОЛ действительно уникальный материал. Оптимальное сочетание порошка цинка и полимерного связующего делает механизм защиты стали от коррозии схожим с горячим цинкованием. Поэтому покрытие на основе грунтовки ЦИНОЛ является альтернативой горячему цинкованию. Также ЦИНОЛ используется для ремонта цинковых покрытий.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Покрытие | |
| Массовая доля цинка в сухом покрытии | 96 % |
| Толщина одного сухого слоя | 40 — 60 мкм |
| Адгезия по ГОСТ 15140 | 1 балл, не более |
| Адгезия по ГОСТ 31149 | 0 баллов, не более |
| Термостойкость в сухой атмосфере | 120 °С, не более |
| Композиция | |
| Плотность | 2,6 ± 0,1 г/см3 |
| Условная вязкость по вискозиметру ВЗ-246 с диаметром сопла 4 мм при температуре (20±2) °С |
50 — 180 с |
| Массовая доля нелетучих веществ | 79,0 ± 1 % |
| Объёмная доля нелетучих веществ | 44,0 ± 2 % |
| Время высыхания до степени 3 при температуре (20±2) °С (по ГОСТ 19007) |
0,5 ч, не более |
РАСХОД НА М2
Теоретический расход на однослойное сухое покрытие составляет 235 — 350 г/м2.
ПОДГОТОВКА ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ КОМПОЗИЦИИ
- обезжирить поверхность металла до первой степени по ГОСТ 9.402;
- выполнить абразивоструйную очистку поверхности до степени 2 по ГОСТ 9.402 (Sa 2 1/2 или Sa 2 по ISО 8501-1) с приданием шероховатости, рекомендуемый профиль поверхности Rz = 30-50 мкм. Для горячекатаной стали допускается механизированная и ручная очистка поверхности до степени 3 по ГОСТ 9.402 (St 3 или St 2 по ISО 8501-1). Нанесение по гладкой поверхности без придания шероховатости не допускается;
- обеспылить.
Подготовку покрытия ЦИНОЛ перед нанесением покрывных эмалей следует производить следующим образом:
- обезжирить (при необходимости) водными растворами моющих средств (рН растворов должно быть в пределах от 6 до 8), допускается легкое обезжиривание (без затирания) уайт-спиритом;
- удалить влагу и пыль.
ИНСТРУКЦИЯ ПО ПРИМЕНЕНИЮ КОМПОЗИЦИИ ЦИНОЛ
- перед использованием тщательно перемешать до однородного состояния;
- при необходимости разбавить до рабочей вязкости непосредственно перед нанесением;
Наносить при температуре воздуха от минус 25 до плюс 40 °С и относительной влажности воздуха
до 85 %.
При нанесении многослойных покрытий каждый последующий слой следует наносить после высыхания предыдущего до «отлипа» (легкое нажатие на покрытие пальцем не оставляет следа и не дает ощущение липкости).
Минимальное время выдержки покрытия до нанесения композиции АЛПОЛ составляет 2 часа, до других покрывных материалов — 24 часа; максимальное время не ограничено.
Сушка – естественная. Время полного отверждения покрытия и выдержки до начала эксплуатации в агрессивных, в т.ч. жидких, средах составляет не менее 7 суток (при температуре (20±2 °С)), до начала пакетирования и транспортировки конструкций – 24 часа.
| Безвоздушное распыление | |
| Рекомендуемый разбавитель | СОЛЬВ-УР (ТУ 2319-032-12288779-2002) или сольвент |
| Количество разбавителя | до 5 % по массе |
| Диаметр сопла | 0,015» — 0,021» (0,38 — 0,53 мм) |
| Давление | 10 — 20 МПа (100 — 200 бар) |
| Воздушное распыление | |
| Рекомендуемый разбавитель | СОЛЬВ-УР (ТУ 2319-032-12288779-2002) или сольвент |
| Количество разбавителя | до 5 % по массе |
| Диаметр сопла | 1,8 — 2,2 мм |
| Давление | 0,3 — 0,4 МПа (3 — 4 бар) |
| Кисть / валик | |
| Рекомендуемый разбавитель | СОЛЬВ-УР (ТУ 2319-032-12288779-2002) или сольвент |
| Количество разбавителя | до 5 % по массе |
| Очистка оборудования | СОЛЬВ-УР, сольвент или растворители марок 646, 647, 649. |
ХРАНЕНИЕ АНТИКОРРОЗИОННОЙ КОМПОЗИЦИИ
Композиция упакована в металлические ведра или металлические банки, аэрозольные баллоны.
Хранение и транспортировка композиции – в соответствии с ГОСТ 9980.5 (при температуре окружающего воздуха от минус 40 до плюс 40 °С). При хранении тара не должна подвергаться воздействию атмосферных осадков и прямых солнечных лучей; допускается кратковременное хранение под прямыми солнечными лучами, но не более 3 часов. Композицию в аэрозольной упаковке следует предохранять от попадания прямых солнечных лучей и нагрева свыше 50 °С.
В случае хранения при отрицательных температурах перед применением композицию необходимо выдержать в теплом помещении в течение суток.
Гарантийный срок хранения композиции в герметично закрытой таре изготовителя – 12 месяцев с даты изготовления.
МЕРЫ БЕЗОПАСНОСТИ
При работе с композицией следует соблюдать соответствующие отраслевые нормы и требования, а также меры предосторожности, указанные на этикетке тары.
Необходимо использовать средства индивидуальной защиты (очки, маски, респираторы) и избегать вдыхания растворителей при испарении и попадания композиции на кожу, слизистые оболочки глаз и дыхательных путей, внутри помещений использовать только при достаточной вентиляции.
Композиция относится к пожароопасным материалам, покрытие ЦИНОЛ пожаробезопасно и относится к материалам, не распространяющим пламя по поверхности.
Покрытие нетоксично и может применяться внутри служебных и жилых помещений.
СОВМЕСТИМОСТЬ КОМПОЗИЦИИ ЦИНОЛ С ДРУГИМИ МАТЕРИАЛАМИ ВМП
Рекомендуется использование композиции ЦИНОЛ в системах покрытий с алюминий-наполненной композицией АЛПОЛ.
Предоставленная информация носит общий характер и не учитывает специфику конкретного объекта.
На сегодняшний день на рынке лакокрасочных материалов существует большой выбор антикоррозийных покрытий по металлу. Одним из наиболее популярных среди них является цинковая краска, которая обладает многими достоинствами.
Далее мы рассмотрим, в чем заключаются особенности этой краски, где и как она применяется.
Один из видов антикоррозийной краски
Особенности цинковой краски
Любая цинконаполненная краска содержит в своем составе цинковую пудру и связующий компонент. Зачастую такие краски обладают токопроводностью, благодаря высокому уровню содержания цинка и специальному связующему компоненту.
Данный материал способен обеспечить двойную защиту металла от коррозии:
- Катодную, так как покрытие является анодом, по отношению к окрашенному металлу;
- Барьерную, как в случае с обычными красками.
Надо сказать, что верхний барьерный слой, ко всему прочему, еще и защищает цинковое покрытие от механических повреждений. Это позволяет увеличить срок его эксплуатации и надежность.

Покрытая холодным цинкованием металлическая труба
Достоинства краски
Кроме того, цинкосодержащая краска обладает и другими некоторыми достоинствами:
- В отличие от горячего цинкования, позволяет на месте оцинковывать сварные швы;
- Обеспечивает легкость сварки конструкций, которые покрыты холодным цинкованием;
- Легко наносится;
- Поврежденный участок можно подкрасить. К примеру, если покрытие повредилось во время транспортировки или монтажа.
- Обладает эластичностью. Благодаря этому, покрытие выдерживает термические расширения и механическую деформацию.
- Обладает высокой совместимостью практически со всеми лакокрасочными материалами. Поэтому может использоваться в качестве грунта под последующую декоративную покраску.
- Нанести состав можно самостоятельно любым инструментом – кистью, валиком для покраски, методом окунания или распылением.
- Холодное цинкование коррозирует гораздо медленнее, чем нанесенный горячим способом цинк.
- Доступная цена на материал.

Холодное цинкование металлоконструкции
Область применения
Краска холодный цинк, как правило, применяется для покраски черного металла, эксплуатируемого в условиях открытой атмосферы умеренного, холодного, морского или тропического климата.
В частности, холодное цинкование используют для долгосрочной защиты от коррозии:
- Мостов и гидротехнических сооружений;
- Строительных металлоконструкций;
- Судовых конструкций;
- Портов;
- Емкостного и насосного оборудования;
- Эстакад;
- Цистерн;
- Резервуаров;
- Хранилищ;
- Металлических труб;
- Газопроводов;
- Опор ЛЭП;
- Сельхозтехники;
- Тоннелей;
- Нефтепроводов и пр.
Конечно, краска с цинком может использоваться и в бытовых целях. К примеру, ею можно окрасить радиаторы отопления или водопроводные трубы.
Как уже было сказано выше, состав можно применять в качестве грунта или как самостоятельное покрытие. В первом случае наносится 1-2 слоя состава, во втором – 2-3 слоя.
Совет!
Цинковую краску также можно использовать для межоперационной защиты металлических поверхностей от коррозии. К примеру, перед резкой, штамповкой, при хранении и т.д.
В этом случае достаточно нанести один тонкий слой покрытия толщиной 40-50 мкм.

Обработка поверхности пескоструйкой
Технология холодного цинкования
Инструкция по нанесению состава не отличается от работы с обычной краской и выглядит следующим образом:
- В первую очередь необходимо подготовить окрашиваемую поверхность, очистив ее от старого покрытия, окалины, ржавчины или других загрязнений. Лучше всего обработать поверхность пескоструйкой, но можно воспользоваться и обычной наждачной бумагой. В итоге покрытие должно наноситься на чистый металл.
- После этого необходимо размешать краску деревянной палочкой до получения однородной массы. При необходимости, для получения оптимальной вязкости, состав можно разбавить подходящим растворителем. Тип растворителя, как правило, указан в описании к материалу.
- Затем краска цинк наносится на подготовленное основание тонким слоем. Как уже было сказано выше, для этих целей можно использовать любой малярный инструмент. Главное – покрытие должно ложиться равномерно, без разводов и подтеков.
- После высыхания первого слоя, процедуру нужно повторить еще раз.
- В завершение работы, окрашенную поверхность можно покрыть несколькими слоями декоративной краски.
Совет!
После покраски инструмент можно очистить органическими растворителями.

На фото — холодное цинкование кисточкой
В итоге, на поверхности формируется цинковое покрытие с содержанием цинка не менее 95%.