
Содержание
- Оборудование для порошковой окраски
- Готовим помещение и материалы
- Выбираем краску
- Что это такое
- Исследование образца
- Альтернатива
- Преимущества полимерных порошковых красок
- Оборудование для полимерной покраски
- Технология покраски
- Области применения порошковой краски
- Полимерная покраска своими руками
- Устройство порошковой покрасочной печи
- Делаем каркас
Оборудование для порошковой окраски
профессиональное оборудование
Технологически порошковые краски наносят на изделия и детали электростатическим распылением или путем погружения в псевдоожиженный слой краски порошковой. Возможно применение газопламенного распыления. Для этих целей используют специальное оборудование.
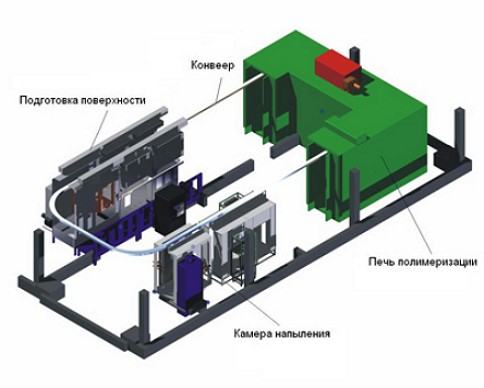
Для получения конверсионного слоя и запекания краски порошковой применяют печи полимеризации. Печь полимеризации представляет собой закрытую камеру, рабочий объем которой доводят до температуры, при которой происходит полимеризация.

В зависимости от объемов работ, предназначенных для многоступенчатой порошковой окраски, существуют профессиональных комплексы. Комплекс оборудования позволяет окрашивать металлические изделия габаритными размерами 0,8х2,7х7,0 м. Такие комплексы отличают значительные рабочие размеры и объемы:
окрасочной камеры
печи полимеризации.

Предназначено такое оборудование для крупногабаритных изделий, а именно: ворот, ферм, фасадных систем, ограждений, профнастилов.
При значительных объемах крупногабаритных деталей и изделий применяется транспортная система, с помощью которой процесс покраски значительно автоматизирован. Изделия без особого труда перемещают от одного пункта к другому по подвесным рельсам.
![]()
Порошковая покраска производится электростатическим способом с технологией нанесения нескольких слоев (грунт + антикоррозионное покрытие + лак).
Широкомасштабность услуг профессиональных комплексов для порошковой окраски не сравнить с мелко кустарным производством «Сделай сам», поэтому для окраски в последнем используют ручной пистолет для порошковой покраски.
ручное оборудование
Следует различать пистолет распылитель электростатический и трибостатический.

Электростатический пистолет состоит из таких частей:
высоковольтного каскада, преобразующего низкий сигнал на входе в высокий
держателя электрода, создающего электростатическое поле
дефлектора, формирующего рабочий факел краски.
Типы держателя электрода и дефлекторы подбирают в зависимости от типа краски и скорости нанесения.
Трибостатический пистолет распылитель позволяет производить окрашивание изделия сложной формы с равномерным слоем отделки.
В отличие от устройства электростатического, использующего коронный заряд, трибостатический пистолет не содержит преобразующих элементов.
Краска порошковая размещена в бачке, расположенном на корпусе распылителя.
Как создать агрегат для порошковой покраски на базе фена для сушки волос в домашних условиях любезно покажет видео.
Порошковая покркаска включает в себя несколько этапов: Подготовка поверхности к покраске
С поверхности металлических изделий удаляются все органические и неорганические загрязнения. Если изделие перекрашивается, то очень важно качественно удалить прошлый слой краски. Удаление старого слоя производится с помощью пескоструйки. Грубые абразивы позволяют быстро и качественно удалить старый слой краски, а неорганические абразивы позволяют сгладить рельеф. Нанесение порошкового грунта

После того как мы подготовили поверхность под покраску, изделие помещается в камеру напыления. Там порошковый грунт, имеющий электростатический заряд, с помощью электростатического распылителя наносится на заземленное изделие. Он предназначен для противокоррозионной защиты. Нанесение порошковой краски

После того как грунт оплавился и закрепился на поверхности с помощью электростатического распылителя в камере напыления, порошковая краска, имеющая электростатический заряд, наносится на заземлённое изделие. Покраска должна осуществляться в несколько слоев, это обеспечит гладкое и равномерное покрытие. Нанесение порошкового лака

После того как мы достали изделее из печи полимиризации ему необходимо дать остыть до комнатной температуры. После этого мы наносим порошковый лак (глянцевый или матовый). Порошковый лак наносится на уже окрашенное изделие для улучшения внешнего вида и, частично, защиты от ультрафиолетовых лучей, так же он придает порошковому покрытию дополнительную маханическую прочность и практичность.В некоторых случаях он наносится на чистый металл, для сохранения текстуры и защиты от окисления. Полимеризация покрытия

Окрашенные изделия поступают в печь (камеру полимеризации). При температуре 180-200°С частицы порошковой краски оплавляются и закрепляются на поверхности изделия. Процесс полимеризации длится от 15 до 30 минут. (повторяется после каждого нанесенного слоя) Преимущества порошковых красок

Порошковые полимерные покрытия обладают уникальными механическими и декоративными характеристиками и имеют ряд преимуществ перед покрытиями, получаемыми при жидком окрашивании, а именно:

Высокая адгезия (сцепление покрытия с поверхностью)

Широкий диапазон толщины покрытий

Отсутствие потеков на вертикальных поверхностях

Повышенная прочность на удар, изгиб
Порошковые покрытия наносятся на изделия в основном автоматическими или ручными распылителями, а после этого подвергаются полимеризации в специальной печке и при точно заданной температуре. Так как цена порошковой покраски в специализированных салонах достаточно велика, мы попробуем сегодня осуществить эту процедуру в домашних условиях. Но перед этим нужно предварительно побеспокоиться о выборе помещения, где вы будете производить работу, купить необходимое оборудование и тщательно подготовить поверхность. Итак, мы начинаем!
Выбор оборудования
Для полноценного и качественного процесса покраски порошковой краской нужно правильно выбрать помещение, где будет происходить процедура. Для таких целей подходит обычный гараж, в котором достаточно свободно места для работы.
Итак, работу по окраске поверхности порошковой краской стоит начинать с подготовки оборудования для порошковой покраски металла. Главное оборудование — это специальная камера. В ней происходит основная часть процесса. Характеристики подобной печи зависят от того, какие материалы и изделия будут обрабатываться.
Покрасочная камера в себя включает саму камеру, где совершается напыление порошковой краски, и плавильную печь. Если вы не планируете заниматься покраской постоянно, нет надобности покупать профессиональную печь, для этой работы можно приспособить обычный духовочный шкаф.

Кроме камеры для процесса порошковой покраски требуется электростатический пистолет-пульверизатор, позволяющий подключить сжатый воздух. Для этой цели также может применять компрессор. Приобретая компрессор, нужно обязательно обратить внимание на присутствие в комплектации фильтра для высокого давления.
Перед проведением порошковой покраски следует позаботиться, чтобы все технологические процессы совершались в помещении с хорошим освещением. Вы можете использовать для этого лампы дневного света, это нужно, что краска не налипала на горячую поверхность лампы. И конечно же, что при процедуре окраски должна быть в здании отменная вентиляция, без которой весь процесс превращается в вредный для организма.
Для сборки остатков порошковой краски вы можете использовать рекуператор. Но также на начальном этапе подходит и обыкновенный пылесос циклонного типа, так как «традиционный» пылесос будет, скорее всего, забиваться. Чтобы процедура происходила планомерно и без сбоев, рекомендуется заранее побеспокоиться о мощной электросети с заземлением.

При обработке крупногабаритных изделий или больших объёмах принято использовать специальную транспортную систему. Благодаря этому окрашенные детали с лёгкостью передвигаются на протяжении всего процесса покраски порошковой краской между его этапами.
Принцип действия транспортной системы кроется в том, что окрашиваемые детали подаются на тележках или особой подвеске, что передвигаются по рельсам. Подобная транспортная система позволяет непрерывно проводить окраску, что, в свою очередь, значительно увеличивает производительность всего рабочего процесса.
Предварительная обработка поверхности
Подготовка изделия является самым продолжительным и трудоёмким процессом, которому зачастую не уделяют большого внимания, однако от него зависит качество, эластичность и стойкость покрытия. Предварительная обработка поверхности к покраске представляет собой удаление любых загрязнений, обезжиривание детали и фосфатирование для увеличения адгезии, а также защиту металла от коррозии.
Очищают обрабатываемую поверхность химическим или механическим способом. При механической очистке применяют стальные щётки или же шлифовальный диск, возможна процедура притирки чистой тканью, что смочена в растворителе. Что касается обработки химического характера, она проводится с использованием щелочного, кислотного или нейтрального состава и растворителей, которые принято подбирать, зависимо от уровня загрязнения, материала, типа и габаритных размеров обрабатываемой поверхности.

Нанесение конверсионного подслоя, как показано на видео порошковой покраски, предотвращает попадание под образованное покрытие влаги и различных загрязнений, которые провоцируют отслаивание и будущее разрушение покрытия. Процедура фосфатирования поверхности с нанесением неорганической краски позволяет увеличить адгезию — сцепляемость краски с поверхностью раза в 2-3 и защитить её от образования ржавчины.
При удалении окисла (ржавчина, окалины и окисная плёнка) весьма эффективными является абразивная (дробеструйная, дробометная, механическая методики) и химическая очистка (травление). Абразивную очистку проводят при помощи мелких частиц (песка, дроби), стальных и чугунных гранул, скорлупы ореха, что подаются с большой скоростью на поверхность изделия путем центробежной силы или потоков сжатого воздуха. Эти частицы способны откалывать кусочки металла с ржавчиной, окалиной или другим загрязнением, что значительно увеличивает адгезию покрытия.
Травление представляет собой удаление ржавчины, окислов и других загрязнений при помощи растворов на основе азотной, соляной, фосфорной и серной кислоты или едкого натра. В них присутствуют ингибиторы, которые замедляют растворение очищенной поверхности. Преимущества очистки химической перед абразивной — это высокая производительность и простота использования. Но после такой процедуры рекомендуется очищенную поверхность промыть от растворов, что требует дополнительного использования очистного средства и увеличивает стоимость порошковой покраски.
Заключительный этап подготовки поверхности представляет из себя пассивирование — обработку кузова соединениями нитрата хрома и натрия. Пассивирование проводят в целях предотвращения вторичной коррозии на любом этапе подготовки поверхности — после фосфатирования, обезжиривания или хроматирования. Завершив процесс ополаскивания и сушки детали в печи можно считать, что поверхность уже готова для нанесения на неё краски в виде порошка.
Нанесение порошковой краски
После завершения предварительной обработки, можно поместить окрашиваемый предмет в камеру напыления, где будет на него наноситься специальная порошковая краска. Главным назначением подобного бокса выступает улавливание порошковых частиц, что не успели осесть на окрашиваемой детали, утилизации красящего состава, предотвращении попадания его в помещение. Окрасочная камера внутри имеет систему фильтров, средства очистки (вибросит, бункера) и системы отсоса.

Различают проходные и тупиковые типы боксов. В тупиковых окрасочных камерах принято окрашивать изделия, что имеют небольшой размер, а вот крупногабаритные предметы подвергают окраске в длинномерных. Известны и автоматические модели для порошковой покраски металла, где порошковое покрытие за считанные секунды наносится на поверхность с помощью пистолетов-манипуляторов.
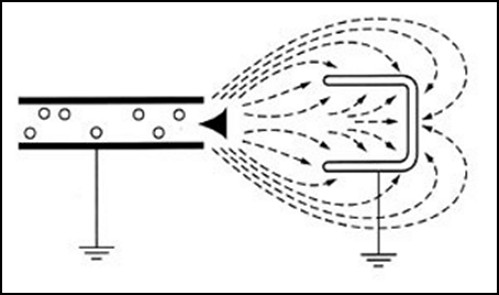
Самым распространённым методом нанесения порошковой краски выступает электростатическое напыление — нанесение электростатически заряженного вещества на заземлённую деталь с использованием пневматического распылителя, который называют пистолетом, пульверизатором или аппликатором.
Формирование покрытия
Когда вы уже нанесли краску уже на изделие, его следует направить на следующий этап — формирование покрытия, который в себя включает оплавление слоя краски, образование плёнки на покрытии, отвержение и охлаждение изделия.
Процесс оплавления проводят в специальной камере или печи. Существует множество типов данных камер полимеризации, зависимо от особенностей производства их устройство может меняться. Говоря доступным языком, подобная печь представляет собой своеобразный сушильный шкаф, который имеет электронную «начинку».
При помощи блока управления возможно контролирование температурного режима камеры и периода окрашивания, настройки автоматического отключения по окончании процесса окрашивания. Источником энергии для камеры полимеризации служит электричество, мазут или природный газ. Выделяют вертикальные и горизонтальные, тупиковые и проходные, одно- и многоходовые окрасочные печи.
Процедура оплавления и полимеризации соответственно технологии порошковой покраски совершается при температуре близко 150-220 градусов Цельсия в течение 15-30 минут, в итоге формируется плёнка, то есть происходит полимеризация порошковой краски. Главное требование, предъявляемое к камере полимеризации, состоит в постоянном поддержании определенной температуры, чтобы окрашиваемое изделие прогрелось равномерно.
Необходимый режим для создания покрытия подбирается с учётом данного изделия, разновидности порошковой краски и окрасочной печи. По окончании процедуры полимеризации окрашиваемое изделие охлаждается на открытом воздухе, после остывания вы можете считать, что покрытие готово.
Процесс запекания краски
После проведения порошковой покраски своими руками на поверхность изделие необходимо поместить в духовку, которая нагрейте предварительно примерно до 210 градусов Цельсия. Краску необходимо «запекать» приблизительно на протяжении четверти часа. При этом совсем не запрещено открывать духовку, чтобы проверить состояние краски. После того, как полностью высохнет краска, аккуратно извлеките метал из духовки и подождите, пока он остынет.
При проведении порошковой покраски, помните, что нагретый металл более мягкий (и очень горячий), так что отыщите для него укромное местечко, чтобы не дотронуться до него случайно и не получить ожоги. Когда металл остынет, можно полюбоваться своим трудом! Порошковая покраска на этом завершена.
Пример окрашенных деталей




Существует множество различных способов нанесения всевозможных покрытий на металл. Это и анодирование, и серебрение, и оцинкование, позолота, хромирование, а также обычная окраска металла с помощью лаков и красок на основе органических растворителей. Все эти покрытия наносят с целью защиты поверхности металла от коррозии, а также в декоративных целях. Покрытие поверхности стойкими к коррозии металлами — оловом, хромом, серебром — дорогой и трудоемкий процесс, а нанесение обычных масляных красок не дает долговечного и прочного защитного слоя.
Поэтому современная технология окраски использует другой метод — порошковое покрытие металла, который значительно дешевле метода нанесения благородных и инертных металлов и, в то же время, намного надежнее обычной краски.
Технологии
Огнезащита металлических каркасов зданий
При воздействии высокой температуры металлические каркасы зданий, состоящие из колонн и поперечных балок, быстро нагреваются
Порошковая окраска металла. Технология и оборудование
Порошковая окраска металла: на предварительно подготовленное металлическое изделие напыляется мелкодисперсный порошок
Порошковая покраска дисков — широко распространенная методика восстановления внешнего вида колес вашего автомобиля. При качественном нанесении покрытие способно также защитить металл от мелких повреждений. С помощью этого метода можно кардинально изменить внешний облик машины, придав дискам новый, оригинальный дизайн.
Если вы намереваетесь обратиться за этой услугой к профессионалам, обратите внимание на цены. Удовольствие не самое дешевое. Причина этому — дорогостоящее оборудование, используемое в автомастерских.
Альтернативным вариантом может стать покраска своими руками. Это сложный, но выполнимый процесс. При наличии смекалки, оборудования и помещения, задачу по окрашиванию дисков вполне можно выполнить самостоятельно.
Готовим помещение и материалы
Правильно подготовленное помещение и оборудование — залог успешной реализации идеи. Сама порошковая покраска не слишком сложна. Самое трудное — подготовка. Есть два способа организации места для работы своими руками:
- создать полнофункциональную камеру;
- обустроить обычный гараж.
Для начала определяемся с размером изделий, предназначенных к покраске. Это влияет на площадь помещения или камеры, которую необходимо подготовить. Если речь идет о , то пространство 3×3 метра в гараже нас вполне устроит.
Самодельная камера для порошковой покраски выглядит как закрытое помещение достаточного для комфортной работы размера. В нем обязательно должны функционировать вентиляция и отопление. В качестве системы подачи и распределения краски рекомендуется приобрести профессиональное оборудование — покрасочный пистолет и компрессор.
Если вы решились работать в гараже, предварительно необходимо его очистить. предусматривает очень тонкую и филигранную работу. Любая пыль или грязь могут свести все усилия на нет. Покраска дисков порошковой краской проводится с помощью распылителя-аппликатора и компрессора.
Перед началом работ убедитесь, что подготовленная камера обладает достаточно мощной электропроводкой. Большое количество электроэнергии потребуется и для последующей просушки. В процессе сушки нам понадобится оборудование для качественного прогревания окрашенных элементов. Использоваться можно следующие варианты:
- при работе кустарным методом — электрические обогреватели высокой мощности;
- при профессиональной работе в камере — печь для порошковой покраски.
Использовать для сушки литых дисков после покраски бытовые электрические обогреватели можно. Но стоит помнить о том, что неправильное использование электроприборов часто приводит к коротким замыканиям и пожарам. Старайтесь заранее проверить проводку и тщательно следить за работой техники.
Если вы решились выбрать профессиональное оборудование для сушки, то можно найти печи различных габаритов и стоимости. При наличии знаний и умения печь можно изготовить самостоятельно. Температура прогрева не должна превышать 300 градусов.
Завершаем подготовку помещения приобретением качественного пылесоса с насадкой типа «циклон». Обычные быстро забиваются. Это оборудование вам понадобится для поддержки максимального уровня чистоты.
Выбираем краску
После того, как мы подготовили оборудование, наступает самый ответственный момент — выбор краски. Сегодня существует огромное количество видов, марок и цветов порошковых красителей. Необходимо разобраться, какой материал нужен именно нам. При окраске дисков своими руками используют следующие виды красок:
- эпоксидные;
- полиэфирные;
- полиуретановые;
- силиконовые.
Эпоксидные краски устойчивы к щелочи и кислотам. Антикоррозийными принято считать полиэфирные. Полиуретановые — стойкие к абразивным веществам и растворителям. Силиконовые — выдерживают даже самые высокие температуры.
Самые известные производители красок: Pulverit, Infralit, П-ЭП 45, Bichon, ТФК, Beckers, Радар, Inver, Flycoat. C помощью продукции этих фирм можно создать совершенно уникальный дизайн дисков своими руками. Есть возможность не только выбрать цвет, но и изменить фактуру дисков: от матовой до глянцевой.
С помощью некоторых видов красок возможно изменения структуры покрытия своими руками. Шагрень, муар, антик и другие виды фактурных красок имеются в продаже. Гамма цветов определяется стандартом RAL.
Порошковая покраска дисков в домашних условиях предусматривает наличие специальной одежды.
В первую очередь нужно защитить дыхательные пути. Для этого подойдут малярный респиратор, перчатки и защитные очки.

Тема этой статьи — полимерная краска для металла. Мы выясним, чем этот тип покрытий отличается от всех остальных и как он наносится на основание. Кроме того, нам предстоит более детально исследовать одного из представителей класса полимерных красок — эмаль ПС-160 «Жидкий пластик».
Полимерная краска от Dufa.
Что это такое
Полимерная краска представляет собой суспензию пигмента в растворе полимера. И, как говорил Додо Алисе, уже началась путаница. Дело в том, что большая часть современных красок — это именно смесь растворителя, полимера (то есть органического или неорганического соединения со сложной структурой молекулы, состоящей из повторяющихся участков) и растворителя.
Несколько особняком держатся разве что водно-дисперсионные краски. Граница, впрочем, довольно условна: да, полимер не растворен, а содержится в краске в виде дисперсии (упрощенно говоря, мелких капель); однако после испарения воды на окрашенной поверхности остается все та же смесь полимера с пигментом.
Вывод будет довольно неожиданным. Если придерживаться буквоедской позиции, почти все современные краски — полимерные. Под этим названием продаются полиуретановые и алкидные эмали, эпоксидные покрытия, раствор стирола в ацетоне и многое-многое другое.
Любопытно: среди авторемонтников полимерная покраска металла ассоциируется с автоматическим окрашиванием и последующей термообработкой. Полимеризация покрытия происходит непосредственно на окрашиваемой поверхности во время ее нагрева. Однако и эта технология — лишь частный случай использования полимеров для защиты стали и других металлов.

Окрашенные детали отправляются в печь для высокотемпературной полимеризации краски.
Исследование образца
Итак, встречайте испытуемого. Это полимерная эмаль украинского производства ПС-160, гордо названная «Жидкий пластик». Нами она выбрана, прежде всего, за доступность: цена килограмма составляет около 100 рублей (см.также статью «Покраска под старину своими руками различных материалов»).
Состав
Производитель озвучивает состав краски таким образом:
- Полистирол.
- Растворитель.
- Пигмент.
- Специальные добавки.
Проще говоря, жидкий пластик представляет собой раствор измельченного пенопласта в толуоле или сольвенте с добавкой собственно красителя. Приготовленный своими руками аналогичным образом клей рекомендовался некогда журналом «Юный техник» для склеивания пластмассы.
После испарения растворителя на окрашенной поверхности и в самом деле образуется прочное покрытие, не отслаивающееся при серьезных механических нагрузках, перепадах температуры и влажности.
Область применения
Поскольку мы исследуем лишь покрытия для металла, ограничимся соответствующей частью широкой сферы применения ПС-160.
Она может использоваться:
- Для обработки трубопроводов (включая теплотрассы).
- Для покрытия металлических полов в производственных, складских помещениях, на кораблях и т.д.
- Для защиты металлоконструкций бассейнов, в том числе постоянно контактирующих с водой.
- Для окраски несущих элементов зданий, мостов, виадуков и прочих ответственных конструкций.

Мост Форт в Шотландии непрерывно красится с момента своей постройки в 1890 году. Морская вода уничтожает любое покрытие в течение года. Последний проект властей — покраска моста полимерным составом, которого должно хватить на четверть века.
Характеристики
Давайте уделим внимание тем характеристикам краски, которые могут быть так или иначе выражены в числах.
- Продолжительность сушки одного слоя — 60 минут.
- Расход на квадратный метр поверхности при нанесении пневматическим распылителем — 210 граммов.
- Массовая доля нелетучих веществ в поставляемой краске — не менее 23%. При необходимости уменьшить вязкость она может разбавляться.
Внимание: производитель рекомендует использовать в качестве разбавителей только толуол или нефтяной сольвент. Добавка уайт-спирита, ацетона или другого растворителя превратит эмаль в эмульсию и повлияет на качество покрытия.
- Стойкость пленки при статическом воздействии воды для температуры +20С — не менее 48 часов. С практической стороны эта характеристика означает, что окрашенный металл может контактировать с водой без каких-либо ограничений.

После окраски за стальные опоры причала можно не переживать.
Подготовка поверхности
Опубликованная производителем инструкция по подготовке поверхности металлоконструкций под покраску выглядит так:
- Поверхность обезжиривается. Для этой цели могут использоваться бензин, ацетон, уайт-спирит и любые другие растворители.
- Сварные швы очищаются от шлака и окалины.
- Затем вся поверхность зачищается от ржавчины и прочих прочных загрязнений. Производитель настоятельно рекомендует использовать пескоструйные установки; при небольшом объеме работы, однако, куда проще воспользоваться металлической щеткой или соответствующей насадкой к ручному электроинструменту.
Полезно: изготовитель краски допускает использование преобразователей ржавчины, которые химически трансформируют ее в нерастворимую прочную пленку. Пластовая ржавчина, впрочем, удаляется только механически.

Часть корродировавшей поверхности обработана преобразователем ржавчины.
Если поверхность под окраску ПС-160 ранее была окрашена красками любого типа — они удаляются. Предварительная грунтовка не требуется; окраска стальной поверхности выполняется не позже чем через 6 часов после ее зачистки от ржавчины: влажный воздух очень быстро вызовет ее повторное появление.
Нанесение
ПС-160 рекомендуется наносить как минимум двумя слоями с помощью кисти, валика или распылителя. При использовании краскопультов используются стойкие к органическим растворителям шланги. Покраска выполняется при температуре воздуха и окрашиваемой поверхности не ниже -5 градусов и атмосферной влажности не выше 70%.

На фото — окраска металлоконструкции краскопультом.
Не рекомендуется красить в жаркую солнечную погоду и при быстром падении температуры, делающем возможным выпадение росы. В первом случае неравномерная сушка может вызвать частичное отслоение покрытия; во втором — роса может помешать надежной адгезии краски к поверхности.
Альтернатива
Есть ли разумная альтернатива полимерным краскам по металлу? Мы, разумеется, говорим не об эстетической стороне, а о функциональной — качественной защите от коррозии.
Как минимум не уступает полимерам прочностью и долговечностью покрытие, полученное в результате холодного цинкования. Нанесенная краскопультом, валиком или кистью дисперсия мелкого цинкового порошка в органическом растворителе с небольшим количеством связующего после высыхания образует на поверхности стали тонкий слой цинка, защищающий основание от коррозии.
Так, электропроводная краска Zinga может использоваться для долговременной защиты металлоконструкций, эксплуатирующихся под открытым небом и контактирующих с морской водой.
Раз уж мы затронули необычные краски, упомянем еще один их класс — так называемые, противопожарные покрытия. Огнезащитные краски по металлу — Полистил, Контрфайер и их многочисленные аналоги — при нагреве вспучиваются и образуют огнестойкую пену, надежно теплоизолирующую окрашенную конструкцию.

Огнезащитная краска Крауз.
Как обычно, в видео в этой статье читатель найдет дополнительную информацию (читайте также статью «Краска для дерева для внутренних работ – особенности выбора»).
Успехов!
Преимущества полимерных порошковых красок
Для нанесения краски удобно использовать распылитель
Полимерная порошковая покраска, в сравнении с окрашиванием металла эмалевыми составами (акриловыми, нитратными либо алкидными), имеет следующие преимущества:
- Защита металла от коррозии — полиэфирные смолы предотвращают распространение окисления на поверхности металла, тем самым защищая его от ржавчины даже при регулярной эксплуатации в условиях высокой влажности воздуха;
- Износоустойчивость — по завершению процесса полимеризации покрытие имеет механическую прочность (на его поверхности не образуются сколы и царапины) и устойчивость к изменению цвета (пожелтению) под воздействием солнечного излучения. Порошковые составы часто применяются как защитная краска для внедорожников;
- Экономичность — полимерная покраска сопровождается меньшим расходом материалов, чем окрашивание эмалью. Процесснанесения покрытия реализуется в рекуперирующих камерах, в которых вентиляционная система отфильтровывает содержащиеся в воздухе частицы порошка и возвращает их обратно в бункер хранения для последующего использования. Технология не требует использования растворителей, что способствует дополнительной экономии финансов;
- Скорость нанесения — порошковая окраска не нуждается в послойном нанесении и поэтапной сушке каждого отдельного слоя, покрытие формируется за один заход и отвердевает в камере полимеризации за 20-30 минут;
- Экологическая и пожарная безопасность окрашивания — достигается за счет отсутствия в составе растворителей, образующих токсичные испарения.
Отметим и декоративную привлекательность полимерного покрытия, обширную цветовую палитру составов, наличие материалов с эффектом металлик, глянцевых и матовых красок.
Оборудование для полимерной покраски
Оборудование для покраски ускорит процесс
Полимерно порошковая покраска осуществляется в окрасочном боксе, состоящем из двух отдельных камер — помещения, в котором выполняется нанесения порошковой краски, и камеры для полимеризации, где поддерживается температура в 150-200 градусов.
Отсек для нанесения полимера оборудован рекуперирующей вентиляцией, фильтрующей из воздуха взвешенные частицы порошка. Площадь данной камеры подбирается исходя из размеров окрашиваемых деталей, при работе с габаритными изделиями обустраиваются смежные боксы нанесения и полимеризации, соединенные конвейерной линией, транспортирующей детали в печь после окрашивания.
Оборудование для полимерной покраски представлено следующими агрегатами:
- Пистолет для нанесения порошковой краски;
- Бункер — герметичная емкость, в которой хранится рабочая порция полимерного состава;
- Компрессор — источник подачи сжатого воздуха в бункер;
- Эжектор — источник сжатого воздуха для подачи порошка из бункера в краскопульт.
Камера полимеризации должна быть обязательно
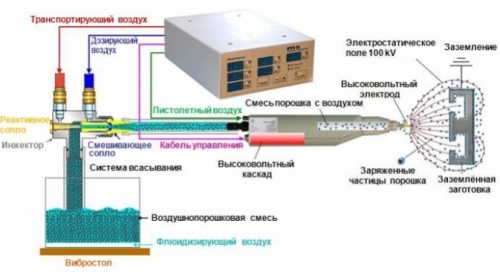
Распыляющий порошок пистолет подбирается исходя из технологии проведения работ. Выделяют два вида краскопультов для полимерного окрашивания — трибостатические и электростатические.
Электростатическое оборудование передает порошковым частицам позитивный заряд при их прохождении через корпус пульверизатора, в котором установлен коронирующий электрод высокого напряжения. Трибостатические пистолеты заряжают полимеры за счет их трения с фторопластом, из которого изготовлены внутренние стенки пистолета.
Полимеризационная камера — дорогостоящий агрегат, его цена варьируется в пределах 100-300 тыс. рублей. Рационально изготовить печь для порошковой покраски своими руками, затратив при этом на расходные материалы не более 20-30 тыс.
Камера полимеризации представляет собой герметичное, теплоизолированное помещение, нагрев в котором происходит за счет конвекционной теплопередачи воздуха либо непосредственного инфракрасного нагрева окрашиваемой детали.
Окраска дисков порошковой краской и работа с другими негабаритными изделиями требует размеров бокса 2*1*1 м. Камера полимеризации для порошковой окраски своими руками изготавливается на основе несущего каркаса из металлического профиля, соединенного посредством сварки.
Наружная часть стенок перекрывается листовым металлом, после чего внутренние поверхности камеры оббиваются базальтовой ватой и обшиваются металлом.
В качестве источника нагрева рационально использовать ТЭНы, установленные по периметру одной из стенок камеры. Также монтируется вентилятор (тангенциального типа), обеспечивающий циркуляцию прогретого воздуха внутри бокса.
Для подачи питания на ТЭНы используются провода с термостойкой теплоизоляцией. Температурный режим в боксе регулируется посредством выносного блока управления ТЭНами — подойдет стандартный электронный термостат с режимом применения до 250 градусов.
Технология покраски
Полимерная покраска автомобиля ведется частично — с кузова демонтируются и последовательно окрашиваются отдельные детали, поскольку прогрев транспортного средства до температуры 200 градусов, при которой происходит плавления порошка, недопустим.
Для равномерной окраски кузов придётся разобрать
Первоначально выполняется подготовка окрашиваемых поверхностей — с металла удаляется ржавчина, битумные и масляные пятна (для чистки используется растворитель). Анодированные и хромированные поверхности не требуют удаления наружного покрытия, тогда как чернение препятствует окрашиванию — оно предварительно удаляется механической зачисткой.
После зачистки деталь обезжиривается, высушивается и перемещается в покрасочною камеру. Первым слоем наносится грунт, содержащий фосфаты железа, он необходим для улучшения адгезии обрабатываемой поверхности. По завершению высыхания грунтовки на деталь наносится порошок. Распыление ведется тонкими слоями без промежуточных пауз.
После окрашивания детали она конвейером перемещается в камеру полимеризации, включатся ТЭНы и в боксе устанавливается требуемая температура. Процесс полимеризации происходит в течении 20-30 минут при 150-200 градусах.
При достижении температуры плавления порошок на окрашенной поверхности образует монолитную пленку, отвердевающую по мере остывания. Этап охлаждения начинается по истечению времени выдержки детали в камере полимеризации.
Области применения порошковой краски
Полимерные красящие составы востребованы в большинстве областей промышленности, где они вытеснили обычные эмалевые краски. Основная сфера их применения — окрашивание металлических изделий:
- Стальных дверей;
- Бытовых приборов — холодильников, кондиционеров, стиральных машин, отопительных котлов, бойлеров;
- Автомобильных деталей, кузова, дисков;
- Металлопроката — труб, листовой стали, арматуры, профилей;
- Стройматериалов — облицовочных панелей, профнастила, металлочерепицы, оконных и дверных рам;
- Производственного оборудования, станков.
Стойкая краска для металла востребована и в нефтегазовой промышленности, где она применяется для окрашивания внутренних стенок трубопроводов с целью их защиты от коррозии.
Практикуется и порошковая окраска МДФ, для которой применяются составы с низкой температурой плавления (120-130 градусов), изготовленные на меламиновой основе. Для того, чтобы полимерные частицы удерживались на поверхности не проводящего ток материала она предварительно вскрывается графитовой грунтовкой. Порошковая покраска пластика ведется по аналогичной технологии.
Полимерная покраска своими руками
В специализированных автосалонах средняя цена на полимерную покраску равна:
- Передние и задние крылья — от 6 тыс.;
- Двери — от 6 тыс.;
- Бампера — от 7 тыс.;
- Капот — от 7.5 тыс;
- Крыша — от 8 тыс.
Обустроив камеру полимеризации вы сможете предоставлять аналогичные услуги самостоятельно. Порошковая окраска своими рукамипрощает новичку ошибки, которые критичны при окрашивании эмалевыми составами. Единственный недостаток — высокая цена стартового комплекта оборудования.
Перед самостоятельной покраской проконсультируйтесь со специалистом
Как выбрать полимерную краску?
Порошковые составы классифицируются на две группы — краски на основе полиэфирной и эпоксидной смолы. Выбирая материал учитывайте, в каких условиях будет эксплуатироваться окрашенная деталь — полиэфиры устойчивы к атмосферным воздействиям (влаге, солнечному излучению), но не имеют химической стойкости — покрытие повреждается при контакте с бензином либо растворителями. Эпоксидные составы, наоборот, химические стойкие, но склонны к пожелтению под воздействием УФ излучения.
При покраске дисков либо элементов кузова автомобиля рационально использовать полиэфирные материалы, и после отвердевания вскрывать окрашенную поверхность 2-3 слоями химически стойкого лака.
Самостоятельная покраска
Покраска металла своими руками выполняется по уже рассмотренной в статье последовательности. В процессе работы придерживайтесь следующих рекомендаций:
Перед окрашиванием зачистьте поверхность от следов коррозии, битумных, масляных пятен и обезжирьте растворителем. При необходимости — произведите рихтовку неровностей либо вскройте их стекловолоконной шпаклевкой;
- После высыхания нанесенного на деталь грунтовочного слоя он матируется мелкозернистой наждачной бумагой (П600). Распыление грунта ведется стандартным пульверизатором (давление при подаче 2 мПа) с расстояния 20-25 см. от окрашиваемой поверхности;
- При использовании электростатического пистолета на коронирующий электрод подается напряжение 50-60 кВ. Давление подачи воздуха при нанесении порошка — 0.9-1.5 МПа;
- При окрашивании дисков и кузова краска наносится слоем толщиной 70-90 мкм, расход материала — 90-100 г/м2;
- Выдержка окрашенной детали в камере полимеризации длится 20-25 минут при температуре 150-200 градусов (придерживайтесь рекомендаций производителя состава);
Охлаждение покрытия после полимеризации происходит в покрасочной камере при комнатной температуре воздуха, итоговую прочность краска получает по истечению 24 часов.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
Удачной вам покраски. Не забывайте о мерах предосторожности при работе с химическими красителями.
Устройство порошковой покрасочной печи
Порошковая краска выпускается с начала 1970 годов, поэтому такой способ окрашивания считается достаточно новым. Он экономичен и долговечен, из-за этого ему отдает предпочтение большое количество людей.
В состав порошковой покрасочной печи входит печь полимеризации и камера покраски. В покрасочной камере наносится порошковая краска, а в печи полимеризации она расплавляется. Наносить порошковую краску следует специальным пистолетом, профессиональным или ручным.
Сейчас камеру покраски можно приобрести для работы с единичными элементами. Она состоит из блока фильтрации и самой рабочей камеры. Изделия в нее проникают сквозь отверстие вверху.
Управлять порошковой печью можно с помощью пульта. Это очень удобно с точки зрения безопасности.
Среди разновидностей порошковой печи есть и проходные конструкции. Это значит, что элементы, подлежащие покраске, заходят справа, а выходят с противоположной стороны.
Применяется в порошковой покрасочной печи колированный порошок. Состоит порошковая краска из мелко-дисперсионного порошка. К этому порошку добавляются требуемые добавки, и таким образом у нас получается порошковая краска.
Камера покраски
В ее состав входят система рекуперации порошка и система фильтрации воздуха. Вначале порошок намагничивается. После этого намагниченный порошок распределяется ровно на поверхности, прилипая к ней. Происходит нагрев, чтобы порошок мог запечься. Нагревать необходимо не более двадцати минут при температуре до двухсот градусов.
Делаем каркас
Начнем мы с изготовления каркаса. Собирать наш каркас будем сварочным инструментом или с помощью болтов.
Дверцы и стены должны получиться с пустотой внутри, которую позже нужно будет наполнить с помощью утеплителя.Выясните, каких масштабов у вас будет профильная труба, и приступайте к ее нарезанию. Окрашивается каркас специальной краской, которая может выдержать большую температуру.
Отделочные работы
 Подготовьте отделочный материал, ориентируясь на габариты печи. Зашейте внутреннюю часть стены, используйте при этом саморезы или сварочный инструмент. После этой процедуры плотно заделайте пустоту в стенах с помощью утеплителя. Чаще всего в качестве утеплителя используют базальтовую плиту.
Подготовьте отделочный материал, ориентируясь на габариты печи. Зашейте внутреннюю часть стены, используйте при этом саморезы или сварочный инструмент. После этой процедуры плотно заделайте пустоту в стенах с помощью утеплителя. Чаще всего в качестве утеплителя используют базальтовую плиту.
Далее аналогично зашивается наружная часть печи, прикрепляются защелки и петли для дверцы. Сверху прикрепляются кронштейны. Они будут служить для подвешивания окрашенных изделий.
Устанавливаем вентилятор и нагревательные тэны
Тэны равномерно крепятся на боковых стенах и соединяются проводами. После этого они выводятся наружу. Из листового материала сделайте кожух с отверстием для воздуха по бокам. Закройте тэны кожухами.
Вентилятор собирается в систему с нагнетательной и заборной воздушными шахтами. Заборная воздушная шахта делается вдвое меньше чем нагнетательная. Провода от вентилятора должны находиться снаружи.
Если вы все правильно сделали, тогда воздух в вашей печи полимеризации будет проходить сквозь защитные кожухи, далее выйдет вниз и снова поднимется вверх через сушащиеся изделия.
Устанавливаем блок управления
 Это завершающий, но самый главный этап. Посредством блока питания будет происходить управление вентилятором и нагреванием. Приобретайте специализированный блок, который предназначен для таких печей. Состоит он из указателей температуры, датчиков, устройства для управления вентилятором и аварийного автомата. Вот мы и сделали печь полимеризации своими руками.
Это завершающий, но самый главный этап. Посредством блока питания будет происходить управление вентилятором и нагреванием. Приобретайте специализированный блок, который предназначен для таких печей. Состоит он из указателей температуры, датчиков, устройства для управления вентилятором и аварийного автомата. Вот мы и сделали печь полимеризации своими руками.
Из недостатков печи можно выделить то, что ее не очень резонно приобретать для маленького производства или для использования в домашних условиях. В основном, такие печи предназначены для больших объемов работ. Также недостатком можно считать ее стоимость, которая является не самой низкой. А в остальном – это очень удобная и практичная вещь для покраски необходимых вещей.