
Содержание
- специальные таблицы и особенности резки
- выбор сверла, порядок расчета диаметра, советы специалистов
- Некоторые из рекомендаций по нарезке резьбы
- Группы и варианты нарезки
- Метрическая резьба
- Особенности выбора сверла под метрическую резьбу
- Особенности выбора сверла для нарезания
- Как и при помощи чего можно сформировать резьбу в изделии
- Некоторые особенности использования метчиков
- Как сделать метчик из алюминиевого сплава в домашних условиях
- Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)
- Диаметр сверла под резьбу: таблица
- Диаметр отверстий под трубную цилиндрическую резьбу G1/4, G3/8, G1/2, G3/4, G1
- Подбор диаметра сверла под резьбу через таблицу размеров
- Как найти какое сверло под резьбу без таблицы ?
- Как использовать фильтр на сайте для выбора сверла под резьбу ?
- Особенности нарезания
- Виды нарезки
- Внутренняя нарезка
- Таблица
- Основные параметры и сферы применения
- Геометрические параметры
- Правила обозначения
- Поля допусков
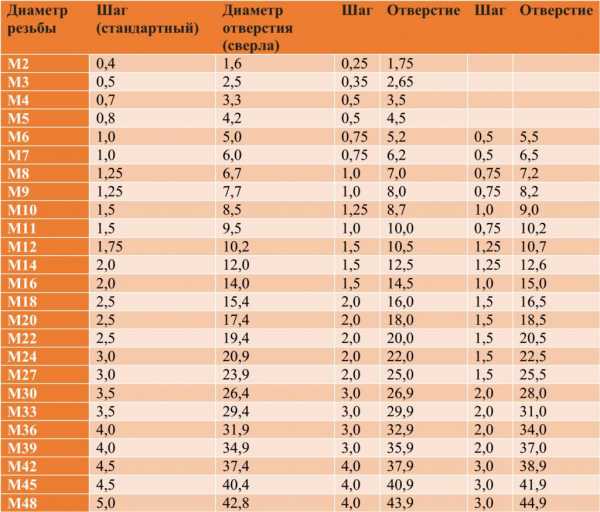
- Диаметр сверла под резьбу (таблица)
- Таблица сверловки под резьбу
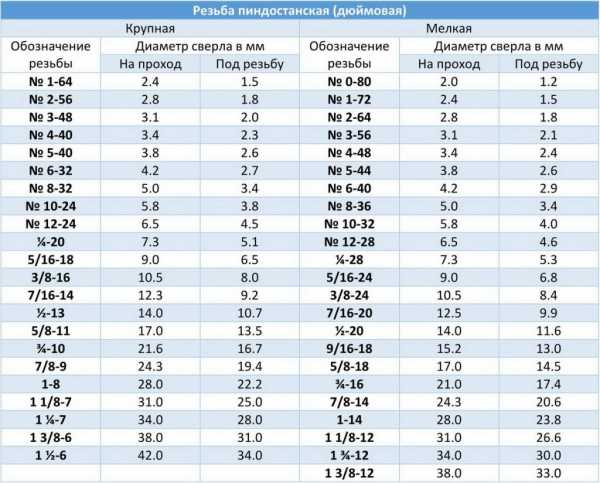
- Таблица дюймовых резьб. Классификация
специальные таблицы и особенности резки
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
Если говорить о классификации по размерам, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они
подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
Поделитесь с друзьями!
выбор сверла, порядок расчета диаметра, советы специалистов
Резьбовое сочленение – оптимальный вариант при необходимости создания разъемного соединения. Использование этих элементов отличается повсеместностью, а мастера-самоучки или новички в этом деле, сталкиваясь с такой необходимостью, часто задают вопрос о том, каким же должен быть размер отверстия под резьбу. Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.

Некоторые из рекомендаций по нарезке резьбы
На рынке выделяют несколько вариантов приспособлений для нанесения резьбы. Приспособления подобного рода используются везде. Это дает возможность наносить резьбу для деталей, которым характерно вращение. Наличие таких зазубрин придает этому процессу поступательные движения, что немаловажно для соединения подобного рода в деталях оборудования и механизмах. Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.
Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах. На это рекомендовано обратить внимание!
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Особенности выбора сверла под метрическую резьбу
Запомните, что под нарезку М6 подходит отверстие с диаметром 0,5 см, в то время как под резьбу М3 стоит брать сверло с диаметром не больше 0,21 см.
Запомните, что для вычисления размера отверстия под резьбу используется специальная формула, но зачастую такая необходимость не возникает, так как в общем доступе полным-полно специальных таблиц, разработанных специалистами. Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.

Особенности выбора сверла для нарезания
К примеру, зная размер отверстия под резьбу М8 (0,67 см), вы можете на основе заготовки создать отверстие с диаметром, соответствующим выбранному вами размеру инструмента, использующегося в ходе дальнейшего нарезания.
Стоит отметить, что в такой работе важна точность, а любое отверстие должно соответствовать размерам режущего инструмента и никак иначе. Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Сегодня трудностей с выбором и покупкой сверл не возникает, ведь на рынке можно подобрать любую модель под любой размер, начиная с минимального диаметра и заканчивая крупным калибром.
Исходя из конкретных задач, можно заказать изготовление сверла для необходимого размера отверстия под резьбу дюймовую или миллиметровую.
Как и при помощи чего можно сформировать резьбу в изделии
Для того чтобы сформировать качественную резьбу, да еще и внутри заготовки, придется вооружиться таким приспособлением, которое зовется метчиком. Внешне оно напоминает винт, обладающий некоторыми углублениями с заостренными гранями. Один из конструктивных элементов – стержень, дополняющий метчик, бывает коническим или цилиндровым. Расположение канавок – продольное, благодаря чему они разделяют резьбовые соединения на мелкие элементы, получившие название гребней – рабочих частей.
При нанесении резьбы не стоит спешить, следите за чистотой канавки и убирайте слой стали постепенно. Помните, что от этого зависит дальнейшее качество деталей и прочность их соединения.
Чтобы, подобрав размер отверстия под резьбу М6 или другого диаметра, сделать все правильно, необходимо взять приспособление с большой длиной или запастись несколькими соответствующими элементами. Единичные метчики тоже купить не проблема. Такие элементы зачастую задействуются в ходе восстановления испорченной в результате длительной эксплуатации резьбы. Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Некоторые особенности использования метчиков
Особенность метчиков в комплекте кроется в том, что первый делает углубления маленького размера, а второй используется для их очистки и увеличения уже под необходимый размер с точностью до доли миллиметра.
Интересно, что на рынке появляются и трехпроходные приспособления для формирования резьбы.
Сталкиваясь с работой, связанной со сверлами и резьбовыми соединениями, тщательно подбирайте инструмент, учитывая его качество и характеристики. Даже самое маленькое отклонение от стандарта размерной сетки может привести к некачественному результату.
Потому и предлагается перед тем, как начать работу, определить размер отверстия под резьбу М10 (0,85 мм), М12 (0,96 мм) или другой, с которым вам предстоит работать.

Как сделать метчик из алюминиевого сплава в домашних условиях
Иногда возникает потребность в нарезке внутренней резьбы на поверхности латунного или легкосплавного покрытия детали. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Чтобы сделать метчик своими руками, приготовьте стальную проволоку, которая при помощи плашки нарезается и закаляется. После закаливания рекомендовано отпустить деталь до цвета спелой соломы, а режущие кромки заточить, работая бруском или точилом, предварительно зафиксировав деталь в цанговом патроне.
Теперь, зная основные понятия, вы скорее разберетесь с необходимостью подсчета размеров отверстия для резьбы. С какими деталями и при помощи каких бы инструментов вы не работали, помните приведенные рекомендации, а если сомневаетесь в параметрах, полагайтесь на специальные таблицы, которые лучше распечатать и всегда держать под рукой.
Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)

Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
-
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
-
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
-
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
-
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
Таблица соответствия нарезки резьбы метчиком сверлу
Диаметр сверла под резьбу: таблица
При выборе диаметра сверла под резьбу таблица с соответствующими размерами станет вашим незаменимым вспомогательным инструментом. С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.

Классификация резьб.
Качественная резьба – это залог устойчивого соединения элементов любой конструкции. От выбора инструмента в соответствии с обрабатываемым материалом и условиями работы во многом зависит конечный результат ваших стараний.
Как выбрать диаметр сверла?
Виды сверл.
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Рисунок 1. Таблица подбора диаметра сверла под резьбу.
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Рекомендации по нарезанию резьбы
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
Устройство метчика для нарезания резьбы.
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Характеристики сверл для резьбы
Рисунок 2. Нарезание резьбы метчиком.
Подбор хорошего сверла по металлу – это не такое легкое задание, как может показаться на первый взгляд. Современная промышленность выпускает огромный ассортимент подобной продукции, и разобраться в таком разнообразии при отсутствии должного опыта бывает очень нелегко.
Самый простой способ выбрать качественное сверло – ориентироваться на его визуальные характеристики. Инструменты, обрабатываемые на заключительном этапе производства перегретым паром, имеют окраску темную, вплоть до черной. Такие сверла отличаются высокой устойчивостью к износу.
Сверла с золотистым покрытием относятся к классу высококачественных и довольно дорогих инструментов. Своей окраской они обязаны тонкому слою нитрида титана, повышающего прочность и уменьшающего трение.
Не стоит забывать и о сверлах обычного, серого цвета, так как они не проходят финишную обработку, вследствие чего их цена сохраняется достаточно демократичной. Таких инструментов хватает на несколько десятков отверстий, так что, если масштаб работы небольшой, стальное сверло не подведет.
Обращать внимание стоит и на маркировку инструментов, форму их режущей кромки, название производителя и цену. Зная основные параметры хорошего сверла, вам будет очень просто не растеряться в магазине.
Работа с метчиком
Метчик – это специальный инструмент, главное назначение которого заключается в нанесении ровной внутренней резьбы на трубе или в отверстии. Метчик состоит из металлического стержня, в котором прорезаны прямые или винтовые стружечные канавки. Острая верхушка канавок образовывает режущую кромку.
Хвостовая часть метчика сделана в форме квадрата, либо затылованной (некруглой). При работе к ней крепится двухсторонний рычаг – вороток, при вращении которого метчик погружается в металл.
Если необходимо нарезать резьбу большого диаметра, одним метчиком обойтись довольно трудно. В таких случаях используют комплекты, состоящие из 2 (чернового и чистового) или 3 (чернового, среднего и чистового) метчиков. Когда работать предстоит с вязким металлами, имеющими свойство налипать на инструмент, количество метчиков может возрасти до 5. Каждый следующий при этом исправляет ошибки и недочеты предыдущего, чтобы на выходе получилась ровная резьба.
Метчики производятся из быстрорежущей стали либо твердого вольфрамового сплава. Работают с ними при помощи сверлильных станков, зажимая его заднюю часть в патроне специальной формы. При небольших масштабах работы, либо в случаях, когда место врезки является труднодоступным для габаритного инструмента, используется ручной труд: метчик зажимают в вороток и ввинчивают инструмент по часовой стрелке (рис.2).
Заключение по теме
Резьбовое соединение деталей – это один из самых надежных способов сборки отдельных элементов в единую конструкцию.
Располагая багажом знаний об основных особенностях процесса нарезки резьбы, выбора инструмента и диаметра отверстия, можно сильно облегчить предстоящую работу и добиться желанного результата.
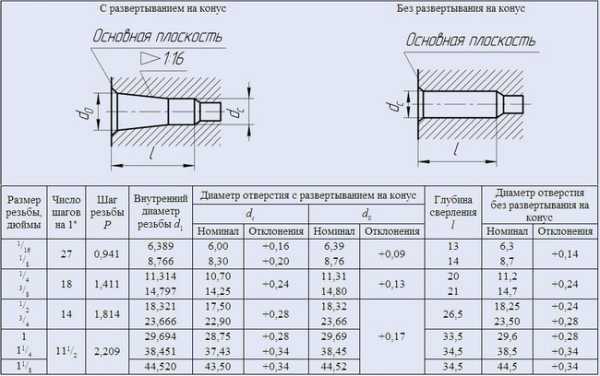
Диаметр отверстий под трубную цилиндрическую резьбу G1/4, G3/8, G1/2, G3/4, G1
Диаметр отверстий под трубную цилиндрическую резьбу G1/4, G3/8, G1/2, G3/4, G1
Подбор диаметра сверла под резьбу через таблицу размеров
Любой механизм в наше время имеет резьбовое соединение. Что бы это ни было, автомобиль или простая тележка, всё содержит резьбовые соединения. Говоря просто, резьбовое соединение — это болт или винт, вкрученный в отверстие с нарезанными витками, неважно, расположено оно непосредственно на детали или это просто обычная гайка.
Важным является то, насколько надёжным будет это соединение, а это напрямую зависит от того, правильно ли подобран диаметр сверла под резьбу. В этой статье обсудим, как правильно подобрать диаметр отверстия в соответствии с требуемой задачей.
ГОСТ 19257-73
Это документ, которым устанавливаются параметры отверстий под внутреннюю резьбу для различных видов и марок металлов, он содержит информацию для метрической резьбы. Имеет данные про диаметр сверла под резьбу, таблица удобна в использовании даже для новичков. С помощью таблицы найти правильный диаметр просто. Берёте болт или винт, замеряете штангенциркулем размер резьбы. Затем с помощью линейки замеряете шаг витков, позже обсудим как это сделать и находите данные в таблице. С помощью этих двух параметров в таблице можно легко найти правильный диаметр инструмента.
Если нет таблицы
Ну а как быть, если вы в гараже? Под рукой нет таблицы и интернета тоже нет. Что делать? В таком случае выход тоже есть. Берём болт, определяем номинал и шаг резьбы. Например: резьба М6, а шаг составляет 1 мм. Итак, наш диаметр 6 мм, а шаг витков 1 мм. Теперь решаем уравнение. От 6 мм отнимаем показание шага, то есть 1 мм и получаем 5 мм. Наш диаметр сверла составит 5 мм. Тоже ничего сложного.
Как практически нарезать внутреннюю резьбу
На самом деле это не так сложно. Давайте последовательно обсудим выполнение работы.
- Находим номинальный размер метрической резьбы. Для этого берём штангенциркуль и измеряем диаметр болта, который будем вкручивать в нашу будущую резьбу.
- Теперь замеряем шаг витков на болте. Это можно сделать приложив линейку к нарезной части болта. Берём за основу десять вершин ниток. Смотрим на линейке длину десяти витков и потом её делим на десять, получаем шаг резьбы.
- Отнимаем от номинального диаметра резьбы параметр шага резьбы и получаем диаметр фрезы.
- Размечаем на детали место отверстия и накерниваем его, чтобы сохранить точность, если будем сверлить ручной дрелью.
- Выбираем хорошее острое сверло и вставляем его в патрон. Сверлим на небольших оборотах, чтобы не перегреть и не отпустить металл. От этого зависит надёжность резьбового соединения.
- Зенкуем вход в отверстие. Это облегчит нарезку резьбы.
- Очищаем отверстие от стружки, которая образовалась во время сверления и зенковки.
- Подбираем необходимый по размеру метчик и смазываем его. Смазка необходима, чтобы продлить срок службы инструмента.
- Ставим метчик в отверстие под прямым углом и движением по часовой стрелке проворачиваем на 360 градусов, затем в обратном направлении на 180 градусов. Такими поступательными движениями нарезаем резьбу в отверстии. Если нарезать резьбу по этому правилу, вы сохраните метчик целым, а она сама будет хорошего качества.
- После нарезки резьбы очищаем отверстие от стружки и проверяем ввинчивая болт. Он должен ввинчиваться без затруднений и не болтаться в отверстии.
Зная план работы, необходимо обратить внимание на инструмент.
Инструменты для нарезания внутренней метрической резьбы
Метчики делятся на проходные, комплектные, машинные и машинно-ручные. Есть метчики для сквозных отверстий, а также для глухих. Металлы имеют разную твёрдость, поэтому есть метчики под разный металл. Подбирать метчики необходимо под металл, в котором планируется изготовление резьбы.
Важную роль в изготовлении резьбового соединения играет отверстие, в котором потом будет нарезаться резьба. Для того чтобы отверстие было гладким и соответствовало заданному диаметру, необходимо использовать свёрла хорошего качества.
Фрезы нужно подбирать под металл в котором будете делать отверстия, так, для чугуна угол заточки режущей части должен равняться 118 градусам, нержавеющей стали 120 градусам, а бронзе 140 градусам.
От инструмента тоже зависит качество отверстия. Так, если сверлить отверстия на станке, они будут качественнее, нежели от сверления ручной дрелью. Всё дело в биении. Поэтому используя ручную дрель необходимо учитывать этот факт при выборе сверла. Возьмём, например, резьбу М6. Выше мы говорили, что сверло необходимо диаметром в 5 мм. То в данной ситуации лучше использовать сверло 4,9 мм. Так, одна десятая сыграет роль буфера на биение от работы ручной дрелью. И отверстие получится идеальным для нарезания резьбы соответствующим метчиком.
Есть таблицы прописывающие параметры свёрл. Но если вы не профессионал, то лучше приобретать свёрла в специализированных магазинах там просто вам смогут помочь подобрать нужное вам сверло.
Но хорошо и самим немного понимать, что вы покупаете. Сегодня в магазинах и на рынках можно встретить свёрла разных цветов, и это не просто так. Цвет тоже может много рассказать о сверле.
- Серый стальной цвет. Это недорогое и не очень крепкое сверло. Оно не проходило какой-либо дополнительной обработки поэтому не все металлы ему по плечу. Скорее всего, такое изделие прослужит недолго.
- Есть свёрла чёрного цвета. Такой цвет изделие приобретает благодаря обработке перегретым паром, это повышает его прочность.
- Золотистый тусклый оттенок говорит о том, что к сверлу применили отпуск чтобы снять напряжение в калёном металле. Это повышает прочность сверла и позволяет быть не слишком хрупким.
- Ну и самые прочные свёрла имеют насыщенный золотистый цвет. Они покрыты нитритом титана. Такие свёрла более долговечные из-за меньшего трения и прочности. Стоят такие свёрла достаточно дорого, поэтому если вы увидели сверло такого цвета за небольшую цену, то, скорее всего, это подделка, не стоит её покупать.
Цветом выделен основной шаг резьбы
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром «Под резьбу», благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем «Применить».
- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Понадобилась таблица отверстий под метрическую резьбу — вот она. И мне пригодится.
Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
Особенности нарезания
Таблица диаметров отверстия для нарезания резьбы
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки. В них сверла отличаются конусным типом хвостовика;
- Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Виды нарезки
Фото таблицы диаметров отверстия для нарезания резьбы
Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
Таблица
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.
Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
В данной статье будут приведены, основные таблицы отверстий и сверл под резьбы, рассмотрены основные виды метчиков, технология нарезания резьб ручным инструментом, виды СОЖ и причины возникновения брака.
Основные виды и различия метчиков
По назначению:
- Слесарные – используются в ручном инструменте.
- Гаечные – позволяют массово, быстро и удобно изготавливать гайки.
- Машинные или машинно-ручные – имеют повышенную износостойкость, могут использоваться как в ручном инструменте, так и в станках.
- Метчики трубные – для накатывания резьбы в трубах, резьба в дюймовой системе, позволяют создавать резьбы от 1/8 до 2 дюймов.
Виды метчиков для разных отверстий:
С подточкой – лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым.
С канавками винтового типа – используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент.
С канавками прямого типа – представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка.
По типу обрабатываемого материала:
- Легированные, нерж., низколегированные, легкообрабатываемые стали – угол 8-10 градусов, прочность до 900 Н/мм 2 .
- Конструкционные, углеродистые, легированные и улучшаемые стали, сплавы алюминия, которые дают короткую стружку (невязкие) – угол 12-15 градусов, прочность до 500 Н/мм 2 .
- Нерж. труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
- Бронза, латунь, дающие короткую стружку, твёрдые пластмассы, чугун (строго HSS) – угол 0-3 градуса.
- Сплавы алюминия, которые дают длинную стружку, магниевые, цинковые сплавы, медь – угол 15-20 градусов.
Правила нарезания резьбы метчиком
Процесс начинается со сверления отверстия под резьбу, для определения диаметра сверла, которое необходимо взять, следует руководствоваться:
Таблицей диаметров сверл для нарезания метрической резьбы
Таблица отверстий под дюймовые резьбы
Также большой популярностью пользуется упрощенная таблица диаметров под метрическую резьбу
Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. диам. резьбы. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка.
Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент (вороток, различные варианты метчикодержателей) или в станок.
Важно проводить нарезание резьбы, полным набором метчиков соблюдая очередность двухкомплектные – черновой/чистовой, трехкомплектные – черновой/средний/чистовой. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Работая с материалами, имеющими повышенную вязкость или мягкость, метчик нужно с некоторой периодичностью полностью выворачивать, для очистки режущих канавок от стружки.
Средний и чистовой метчики вставляются в черновую резьбу, после попадания в резьбу и легкого проворачивания, на них одевают вороток и доводят резьбу до чистового состояния.
Если вам необходимо работать не со сквозным отверстием, требуется, чтобы отверстие было несколько глубже, чем требуемая длина резьбы.
В процессе нужно постоянно проверять отсутствие перекоса угольником, проверка выполняется через два-три нарезанных витка.
Общее правило: на 2 оборота по ходу резьбы, необходимо сделать 1 в обратную сторону для сбрасывания стружки, это снижает нагрузку на резьборезный инструмент.
В процессе нарезания используют СОЖ.
Виды СОЖ используемых при нарезании резьбы
Использование СОЖ является важным моментом, который позволит:
- Улучшить отвод тепла;
- Значительно увеличить период эксплуатации метчика;
- Повысить качество резьбы;
- Повысить скорость работы;
- Снизить налипание стружки.
При правильном выборе СОЖ для вашей задачи вы сможете повысить стойкость инструмента до 4 раз и значительно продлить срок его эксплуатации. Подбор оптимальной эффективной СОЖ зависит от режима резания и рабочего металла.
СОЖ для разных металлов
| Металл | сож |
| Инструментальная и конструкционная сталь | Сурепное масло, сульфофрезол, компаундированное масло, эмульсия |
| Стальное литье, легированные стали | Сурепное масло, эмульсия |
| Чугунное литье | Сурепное масло, керосин, обработка без охлаждения |
| Латунь, бронза | Сурепное масло, обработка без охлаждения |
| Алюминий | Эмульсия, обработка без охлаждения |
Влияние СОЖ на стойкость инструмента
| Область применения | Обрабатываемый материал | СОЖ аналог | Коэффициент увеличения стойкости режущего инструмента |
| Масляная СОЖ ОСМ-3 | |||
| Нарезание внутренней резьбы | Конструкционная сталь | Сульфофрезол | 1,5 |
| Серый чугун | Керосин | 1Д | |
| Масляная СОЖ МР-1 | |||
| Нарезание резьбы при помощи плашки метчика на токарных автоматах | Конструкционная сталь | Сульфофрезол | От 1,2 до 1,4 |
| Коррозионно-стойкая сталь | Сульфофрезол, олеиновая кислота, ИС-20 | От 1,4 до 2 | |
| Титановые сплавы | Сульфофрезол | 1,3 | |
| Нарезание внутренней резьбы | Конструкционная сталь | 1,2 | |
| Коррозионно-стойкая сталь | 1,5-3 | ||
| Высокомарганцовистые стали | 1,3 | ||
| Масляная СОЖ ОСМ-5 | |||
| Нарезание внутренней резьбы | Чугун серый | 3% эмульсия ЭГТ и ЭТ-2 | 1,2 |
| Сплавы алюминия | 1,3 | ||
| Масляные СОЖ МР-6, ЛЗ-СОЖ 1Т, ЛЗ-СОЖ ПИО | |||
| Мелкие резьбы в глухих отверстиях | Конструкционная сталь | 3% эмульсия ЭГТ и ЭТ-2 | 1,9 |
Кустарные смеси, популярные при работе с малоуглеродистыми и легированными сталями высокой вязкости:
При работе со сталями высокой и средней прочности часто используют чистое льняное масло или свиной жир, с бронзовыми и чугунными изделиями допускается работать без СОЖ.
СОЖ на органической основе, имеет более высокие противозадирные характеристики, чем минеральные масла даже с соответствующим присадками. Большинство СОЖ рекомендуемых для резьбонарезки это смесь растительных и минеральных масел с добавлением серы.
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
Внутренняя метрическая резьба
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы
Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами. ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия. Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов.
Диаметр отверстия под резьбу
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.
Внешняя резьба
Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
Чтобы выполнить ее с максимальной точностью, следует предварительно сформировать отверстие сверлением, равное величине внутреннего диаметра, то есть образуемого вершинами выступов.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
dотв = (1,05..1,10)×d, (1),
- где d – номинальный диаметр болта или шпильки, мм.
- Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
- dотв = d — P, (2).
- Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.
Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Скачать ГОСТ 19257-73
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.
Классификация резьб
Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.
Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
Устройство метчика
Метчики бывают:
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2ʺ, трубной – 1/8-2ʺ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
Шаг резьбы
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Сверла бывают катанные, вороненные темного цвета, и блестящие – шлифованные.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Система резьб
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки.
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Параметры сверлаДиаметр отверстия под резьбу и другие ее характеристики
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Диаметр сверла под резьбу (таблица)
SVERLA.info » Статьи » Диаметр сверла под резьбу
Цветом выделен основной шаг резьбы
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат — 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
В разделе Сверла по металлу реализован фильтр с параметром «Под резьбу», благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем «Применить».
- Получаем подходящие сверла.
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Таблица сверловки под резьбу
Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
Таблица диаметров отверстия для нарезания резьбы
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки. В них сверла отличаются конусным типом хвостовика;
- Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Фото таблицы диаметров отверстия для нарезания резьбы
Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
- Левостороннюю;
- Правостороннюю.
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла.
Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются.
При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.
Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |